

Пайка алюминия паяльником и газовой горелкой
Пайка алюминия паяльником и газовой горелкой
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Факторы, влияющие на свариваемость алюминия
Алюминий активно окисляется на воздухе, и его поверхность достаточно быстро покрывается пленкой оксидов. Оксиды – тугоплавкие соединения. Их температура плавления достигает 2440 °С. У алюминия же данное значение равно 660 °С. Во время сварки оксиды препятствуют образованию в сварочной ванне однородной массы расплавленного металла.
Капли жидкого металла в сварочной зоне мгновенно покрываются окислами, которые не дают получить сплошной сварочный шов. Для предотвращения окисления зона плавления нуждается в изоляции при помощи флюсов или инертных газов. Обычно применяется аргон.
В отличие от стали, алюминий обладает таким качеством, как высокая жидкотекучесть в виде расплава. Сварочная ванна, в связи с этим, плохо формируется, а потолочные швы выполнить становится проблематично. Для устранения эффекта жидкотекучести используются подкладки с большой теплопроводностью для охлаждения зоны сварки.
Алюминий характеризуется высоким содержанием кремния и растворенного в нем водорода. Кремний провоцирует образование трещин во время охлаждения металла после сварки. Водород же выходя из расплава, образует множество пор в сварочных швах и трещин при кристаллизации.
Алюминиевые сплавы обладают значительной литейной усадкой, что при остывании приводит к деформированию свариваемых деталей.

Сварочный шов на алюминиевой трубе
Из-за высокой теплопроводности, процесс сварки алюминия предусматривает высокие сварочные токи. К примеру, для проведения работ по стали значения токов на 50% ниже.
Подобрать требуемые режимы сварки алюминия в домашних условиях затруднительно по причине того, что не всегда можно точно определить марку сплава свариваемых деталей.
Химический способ очистки
 По сути, этот способ является не чем иным, как обмеднением алюминиевой поверхности. Выполняется он следующим образом.
По сути, этот способ является не чем иным, как обмеднением алюминиевой поверхности. Выполняется он следующим образом.
Ту часть алюминиевой заготовки, которую предстоит покрыть слоем меди, смачивают раствором медного купороса. Затем берут источник постоянного тока, напряжением 4,5 вольта.
Это может быть батарейка или аккумулятор. Алюминиевую деталь соединяют с минусовым выводом источника питания. К плюсовой клемме присоединяют медный провод, конец которого запутывают в щетине зубной щётки.
Далее щётку смачивают раствором медного купороса. Провод, находящийся в щетине, должен быть хорошо увлажнён. После этого щёткой натирают место детали, предварительно смоченное раствором.
В результате гальванической реакции поверхность алюминия покрывается тонким слоем меди, что позволяет её паять, как если бы это была медная деталь.
Пруток для пайки алюминия в домашних условиях
Всем привет! Многие знают, что алюминий паяют в основном в аргоновой среде специальным сварочным аппаратом, но есть еще вариант для работы с газовой горелкой, да даже турбозажигалкой в небольших масштабах можно пользоваться.
Вообще это не первое мое знакомство с данной проволокой, но опыт покупок не очень хороший, так что поделюсь не только результатом тестирования, но и проверенными местами для покупки, чтобы не получить образец №2, но начнем по порядку.
Содержание
- Характеристики
- Распаковка и внешний вид
- Тестирование
- Итоги
Характеристики
B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 360
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид
Последним и самым выгодным приобретением был образец №3 из banggood.
Пришел в небольшом сером пакете
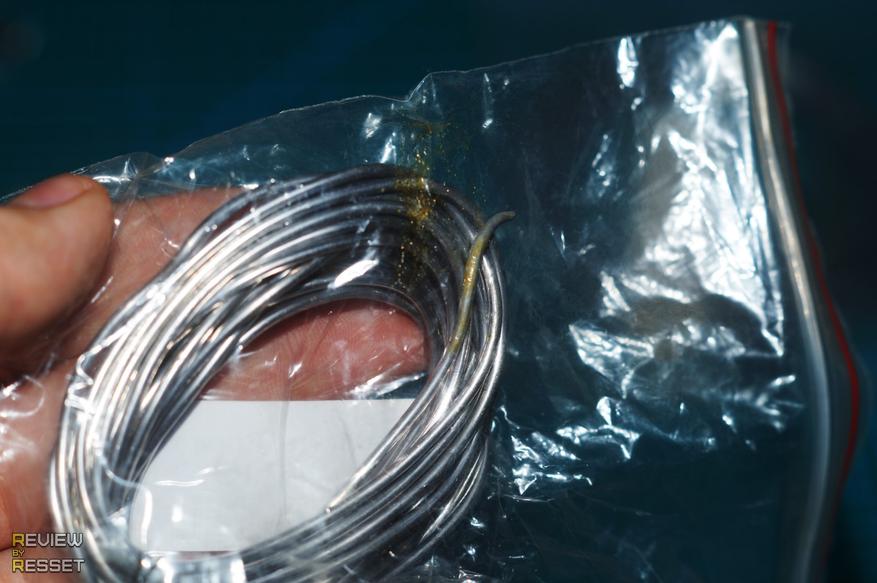
Пруток дополнительно упакован в прозрачный зип-пакет.

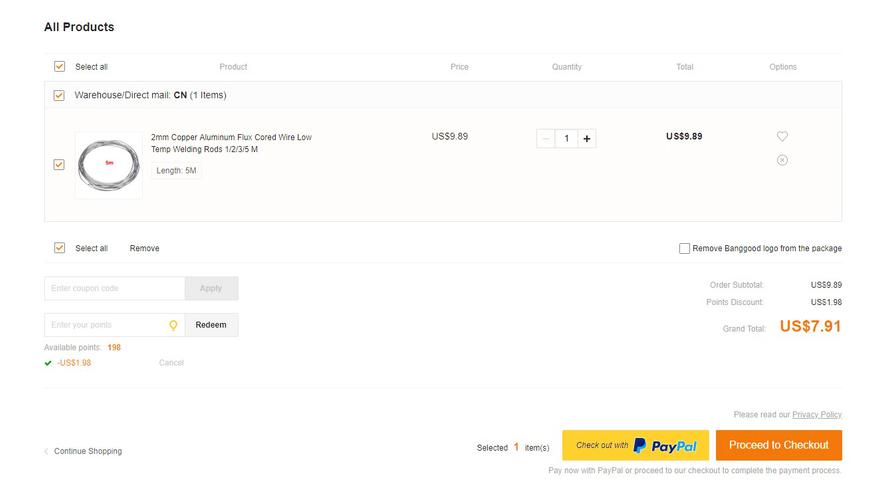
5 метров обошлись мне в $8 с поинтами, то есть $1.6 за метр — перейти в магазин
В центре виден белый порошковый флюс, пруток в меру жесткий, выглядит как алюминий без окисления

Сравнение
Первым был куплен крайний левый образец №1 в али. Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
В центре образец №2. Он стоит $5 за 3 метра или $1.7 за метр, как и образец №3

Но как только берешь пакет в руку, понимаешь, что это ПОС с не очень густым флюсом внутри.
Еще два образца по $8 за 3 метра так и не были доставлены, вероятно их даже не отправили.
Тестирование
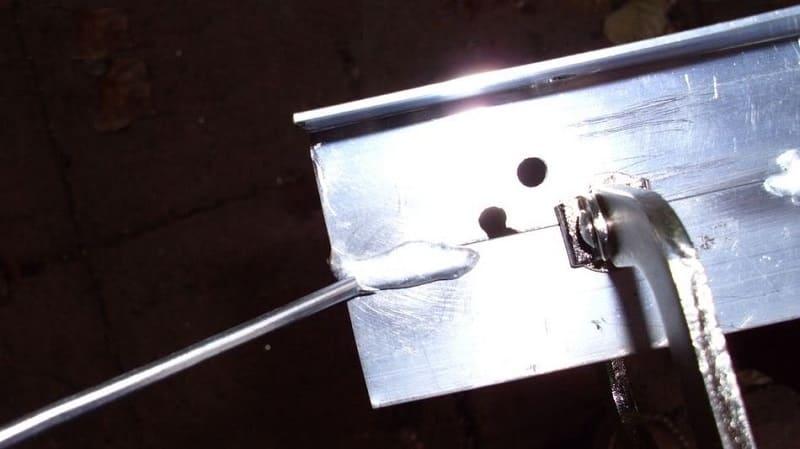
Алюминий со временем покрывается оксидной пленкой, из-за которой поверхность становится матовой, так вот, перед спаиванием поверхности обязательно нужно зачищать до блеска, иначе припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Образец №1

Вообще правильно нагреть деталь до температуры около 400 градусов, а затем просто водить прутком, который будет плавиться и заполнять собой щели, но у меня мало опыта, поэтому чтобы не перегреть поверхность, я периодически вношу пруток в пламя горелки. Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.

Проверка на излом показывает хороший результат — разрыв происходит не по шву

Образец №2. Плавится очень хорошо, выделяет много дыма, воняет горелым «аспирином». К алюминию липнет, но если перегреть, довольно быстро выгорает.

Работать неудобно из-за вони и необходимости контролировать температуру.

Образец №3. Решил спаять трубки внешними стенками

Пробуем разорвать шов. После того как трубка выскочила из тисков, я зажал ее выше, выведя из фокуса и заметил это только на стадии создания гифок

Но есть фото результата на котором видно, что шов не пострадал.

Ну и напоследок срастим алюминиевую трубку с куском «дюральки»

Тест на разрыв так же прошел успешно

Итоги
Занятная проволока — алюминий паяет отлично, заполняя собой даже мелкие щели, главное чтобы стыки не были загрязнены. К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
Температура плавления алюминия около 660ºС, казалось бы, можно использовать прутки и на 450-500 градусов, но можно столкнуться с двумя проблемами:
1. Массивную деталь до 500 градусов нужно еще чем-то прогреть
2. Можно перегреть место пайки и испортить деталь
Самым оптимальным мне показался образец №3. Соответствует заявленным характеристикам и стоит дешевле остальных минимум вдвое. Так же на выбор есть лоты разной длины:
1 метр — $2.89
2 метра — $4.39
3 метра — $6.39
5 метров — $9.89
Область применения
В различных источниках встречаются утверждения, что пайка алюминия получила широкое распространение в самых разных областях техники и производства. Особенно рекомендуют её при выполнении ремонта повреждённых автомобильных деталей, таких как лопнувшие блоки цилиндров и головки блоков, пробитые поддоны картеров или потёкшие радиаторы. Спору нет, изготовленные из лёгкого металла, эти элементы действительно можно восстановить с помощью пайки. Но насколько её применение оправдано?
Необходимое оборудование
Для работы по алюминию необходим комплекс оборудования, материалов и приспособлений.
Источник сварочного тока
Применяются инверторные сварочные источники, работающие в импульсном режиме. Современные аппараты имеют преднастроенные режимы для работы с различными сплавов и заготовок разной толщины и формы.
Сила тока может достигать 350 ампер.
Вольфрамовые электроды
 При сварке алюминия используются лантановые электроды с белой маркировкой.
При сварке алюминия используются лантановые электроды с белой маркировкой.
применяют также и электроды из чистого вольфрама, помеченные зеленой маркой.
Неплавкие электроды не расходуются в ходе работы, они служат для создания сварочной электрической цепи.
Защитные газы
Применяются следующие защитные газы, предотвращающие контакт расплавленного металла с кислородом, азотом и водяными парами воздуха:
- гелий
- аргон
- аргонно-гелиевые смеси.
Гелий обладает наилучшими эксплуатационными характеристиками, но он дорог в производстве. Поэтому гелий применяют для работы над самыми ответственными конструкциями и изделиями.
Чаще используют аргон, он существенно дешевле, но позволяет добиться высокого качества шва. Для удешевления технологии используют также аргонно- гелиевая газовая смесь.
Преимущества 

- Пайка алюминия горелкой является универсальной, в отличие от применения паяльника, и может использоваться как для тонких деталей, так и для толстых;
- Газовая горелка имеет возможность регулировки интенсивности горения пламени, что определяет температуру нагрева, тогда как при работе с паяльником необходимо иметь несколько инструментов различной мощности;
- Горелкой можно подогревать поверхность металла, расплавлять припой и флюс;
- Скорость работы медленнее, так что появляется возможность делать все более качественно и спокойно;
- Итоговые результаты оказываются более качественными, чем при использовании паяльника;
- Инструмент практически сразу готов к использованию и не нужно долго ждать пока он остынет после работы.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
Описание процесса
В результате проведения мероприятий по подготовке выполняется процесс стыковки. Сварка алюминия дома методом электродуговой сварки в обстановке нейтральных газов выполняется с соблюдением следующих советов:
- наклонный угол вольфрамового электрода к свариваемой поверхности должен быть не менее 70°, однако не более 80°;
- пруток присадочного металла подается в территорию перпендикулярно вольфрамовому электроду;
- размер дуги не должен быть больше 2 1/2 мм;
- чтобы гарантировать защиту от кислорода расплавленный металл первым передвигаться начинает пруток, а за ним электрод с горелкой;
- присадочный пруток иногда вводится в сварочную ванную;
- поперечные движения не рекомендованы, только продолговатые;
- для отведения лишнего тепла сварку делают на медных пластинах или стальном верстаке;
- благородный газ подается за 3 секунды пока необразуется дуги и в течение 5 секунд после завершения подачи напряжения.
В наши дни в домашних мастерских востребовательность набирает полуавтоматические аппараты, особенно импульсные. Проблема с оксидной пленкой решается за счёт импульса большого напряжения. Он буквально разбивает ее, а за счёт обратного действия вдавливает капли расплавленного алюминия в ванную с расплавом.
Сварочный процесс алюминия импульсными полуавтоматами выполняется с постоянным током, но с обратной полярностью. Однородная подача проволоки из алюминия выполняется механизмом с роликами. Из-за большого коэффициента теплового расширения проволока может застревать в наконечнике. Поэтому, применяются наконечники для сварки алюминия и имеющие маркировку «AL».
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.

