

Угловые соединения рамок
Угловые соединения рамок
Проще всего сделать рамку, соединив планки под прямым углом. В этом случае участок стыковки будет равен поперечному срезу планки. Если же распилить планки под углом 45 градусов, то срез будет заметно больше и, следовательно, соединение более прочным.
Однако дело не только в прочности. При таком соединении деталей рамка выглядит более элегантной. И все же, как правило, одного клеевого соединения бывает недостаточно. Даже на рамках средней величины, не говоря о больших, соединения следует дополнительно закрепить — гвоздиками, вставными или сквозными шипами, уголками.
Самая распространенная форма рамки — прямоугольная. Но она может быть и шести-, и восьмиугольной. Понятно, что у такой рамки стыковочные швы проходят под другим углом. Однако в любом случае этот шов должен делить угол самой рамки пополам.
Малейшее отклонение от заданного угла — даже на один или два градуса — приведет к тому, что планки по срезам невозможно будет вплотную пригнать друг к другу. А значит, точного и соответственно прочного соединения уже не получится.
Чтобы сделать раму для картины по схеме, описанной на стр, 206-209, надо иметь солидный набор материалов и инструментов и квалификацию столяра-краснодеревщика, Для наших домашних мастеров этот материал вряд ли будет иметь «прикладное» значение. Не те запросы, не те возможности.

Такие соединения можно увидеть на любой картинной рамке. Клеевой шов между двумя планками проходит точно под углом 45 градусов, то есть делит пополам прямой угол рамки.
Это делается так
- Нарезать планки согласно разметке.
- Срез обработать рубанком, в отдельных случаях только зачистить наждачной бумагой.
- Для дополнительной прочности на участках срезов просверлить отверстия для шипов.
- Срезы покрыть клеем и закрепить соединения с помощью зажимных приспособлений, пока клей не схватится.
- Закрепить рамы снаружи гвоздиками или с обратной стороны волнистой проволокой, либо уголками.
- При необходимости вклеить с внешней стороны тоненькие гребни.
Что вам потребуется
Материалы:
- Планки для рамки.
- Гвоздики с потайной головкой.
- Волнистая проволока.
- Картинные или оконные уголки.
- Клей.
- Шурупы.
- Тонкие деревянные пластины или кусочки фанеры для шипов.
- Деревянные стержни для шипов.
Инструменты:
- Пила со «спинкой».
- Сверло или сверлильный станок.
- Лучковая пила.
- Молоток.
- Стусло.
- Рубанок.
- Маркировочные штифты.
- Наждачная бумага.
- Зажимные устройства для рам.
Волнистая проволока и уголки
Что из себя представляют
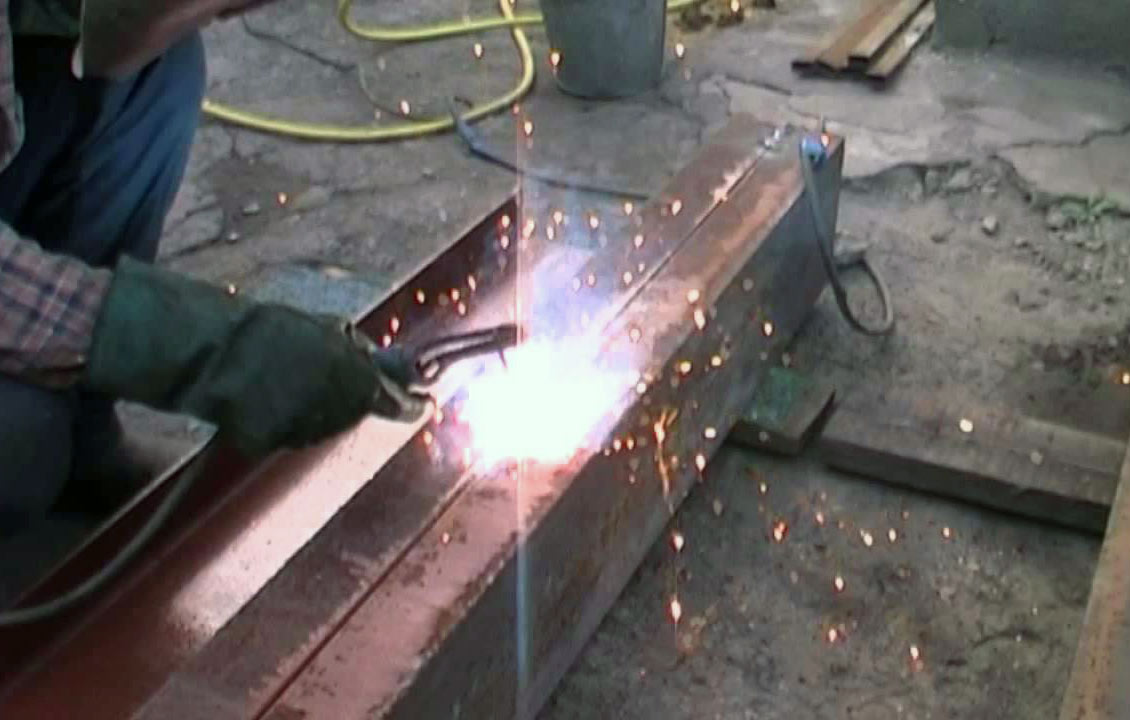
 При таком соединении боковые поверхности деталей располагаются параллельно, частично перекрывая друг друга по краям. Его применяют для металла, толщина которого находится в пределах от 4 до 8 мм, а размер перекрытия превышает удвоенную сумму толщин свариваемых кромок.
При таком соединении боковые поверхности деталей располагаются параллельно, частично перекрывая друг друга по краям. Его применяют для металла, толщина которого находится в пределах от 4 до 8 мм, а размер перекрытия превышает удвоенную сумму толщин свариваемых кромок.
Поверхности, на которые накладывают сварочные швы, практически не подвергают обработке. Исключение составляет лишь зачистка кромок. Стальные листы проваривают с обеих сторон, чтобы исключить риск проникновения влаги в зазор в процессе эксплуатации изделия.
Элементы, скрепляемые внахлест, перед сваркой плотно стягивают, поскольку зазоры снижают прочность соединения.
Сварка производится а)лобовым, б)фланговым (боковым), в)комбинированным либо г)косым швом. Стрелкой на картинке показано направления усилия.

Иногда сварные нахлесточные соединения выполняют с помощью прорезных и заклепочных швов. Первый тип предполагает прожигание сквозного отверстия в поверхности, наложенной сверху пластины и последующее накладывание кольцевого шва вдоль краев указанного отверстия. 
Во втором случае шов накладывают вдоль периметра щели, прорезанной на пластине.

Дополнительный прорезной шов
Что нужно знать
Расположение типоразмеров в местах стыковки выполняется несколькими главными способами: полками внутрь, гранями наружу, смешанное, со сторонами модели, перпендикулярными плоскости каркаса. Практикуется крестообразная стыковка швеллеров: профиля ставятся диагонально специальными связями.
Виды металлопрофилей – горячекатаный стальной профиль, гнутый типоразмер, сделанный холодной прокаткой – не сказываются на характер, выбор сварки. Самое прочное соединение получается у моделей с параллельными полками, которые имеют маркировку «П».
К сварке швеллеров предъявляются требования:
Свариваются сначала толстые элементы профиля, то есть полки, затем приступают к свариванию тонких элементов.
Нельзя сваривать внутренние грани полок – углы соединений сторон. Такой подход приведет только к ослаблению целостности детали, всей конструкции.
Два швеллера должны иметь зазор 2-3 мм. Это поможет исключить частую проблему возникновения «горки», после которой придется зачищать поверхность, а значит – существенно ослаблять сварочный шов.
Для неответственных легких металлоконструкций, где не важны требования надежности, минимальный вес элементов строения, можно проводить соединение швеллеров встык сваркой с двух сторон.
Кромки торцов, где протекает сваривание, закручиваются V-, X- образно, для толстого, тонкого края, соответственно. Угол при этом от 30 до 60 градусов.
Исключаются переломы по вертикали, горизонтали на стыке свариваемых элементов.
Стыковка по правилам проводится при помощи листовых накладок. Они располагаются только симметрично продольной оси сечения.
Создавая проект, необходимо учитывать, что зона сварного шва слабее других частей типоразмера на 5-20%.


Несколько советов
Листовые накладки лучше всего варить сразу по всему контуру прилегания. Это исключит проникновение между ними швеллерной поверхностью влаги, других ненужных составов. Влажность всегда губительна для металлов, особенно при сварочных работах, она грозит возникновением коррозии. Часто используются антикоррозийные материалы.
Проблемами здесь могут быть разные факторы: техника сваривания, человеческий фактор (отсутствие опыта, специализации), неправильно выбранный шов. Следует помнить, что сварка по ГОСТу всегда будет прочнее, рекомендациями пренебрегать нельзя.
Какая сварка бывает?
Электродуговая. Самый предпочтительный тип соединения. Здесь применяется короткая дуга средней мощности. Обязательно проводить проверки на внутренние дефекты.
Газовая кислородная. Применяется в редких случаях из-за получения большой зоны нагрева. Негативное термическое влияние ослабляет большую поверхность детали, приводит к внутренним напряжениям металла, сильной деформации всего металлопрофиля.
Где заказать швеллерный металлопрокат?
Металлобаза «Сталь-Инвест» предлагает услуги по продаже, доставке, резке металлических профилей. К вашим услугам – большие объемы металлопродукции на складах, отсутствие долгого ожидания доставки, детали в соответствии ГОСТ. Позвоните по телефону +7 (863) 308-94-58, уточните все детали заказа, получите экспертную консультацию.
Сварка профилей под углом 90 °
 Когда появляются вопросы, подобные тому, как сварить рамку из уголка, необходимо уметь правильно соединять детали под углом 90 °. Существует три варианта исполнения.
Когда появляются вопросы, подобные тому, как сварить рамку из уголка, необходимо уметь правильно соединять детали под углом 90 °. Существует три варианта исполнения.
Первый способ заключается в том, что наружная часть одной из полок одного уголка накладывается на внутреннюю часть полки второго. Этот способ наиболее прост, но при его выполнении один уголок оказывается выше другого на толщину полки.
Второй способ состоит в предварительной обрезке полки одного из уголков на величину высоты полки. После этого второй уголок можно приложить к вырезу заподлицо и сварить с первым.
Третий способ сварки также позволяет сварить заготовки на одном уровне. Для этого каждая из заготовок предварительно обрезается под углом 45 °C, после чего они соединяются углами, образуя в итоге прямой угол.
Чтобы сварить рамку, необходимо взять четыре заготовки из углового проката, подготовленные для сварки под прямым углом по одному из приведенных способов. Для предварительного закрепления лучше использовать с струбцины.
Совместив все заготовки, необходимо проконтролировать геометрические размеры будущего изделия. Затем, сделав прихватки по четырём углам, вновь сделать замеры диагоналей рамки, при необходимости подкорректировав их легкими ударами молотка вдоль большей диагонали. После этого можно осуществлять сварку стыков.
Затирка стыка плоскостей и выравнивание
После полного высыхания раствора, к которому прикрепили накладку, начинают проводить штукатурные работы.
Начинают с выравнивания всей стены, не доходя при этом до гулов около 4 сантиметров. Дальше рядом с угловой накладкой наносят раствор и работая правилом его заглаживают, избавляясь от излишков. Такие же действия делают после уже полутёрком. Выравнивают соединяющиеся поверхности, следят за тем, чтобы уголки наружно не стали проступать.
Для внутренних углов есть специальный шпатель, с особой формой для качественного выравнивания данной поверхности. После просыхание стены, проводят полимеризацию, и переходят к затирке.
Затирать следует углы по очереди. Необходимо следить, чтобы тёрка не задевала материал по краям, удаляя его, чтобы не получить сколы. Губчатой тёркой затирается внутренний уголочек.

Проверка конструкции
После того, как сварочные швы остыли, необходимо сбить с них нагар и проверить на наличие трещин, сколов, воздушных пузырей. Ведь любая деформация шва может привести в итоге к плачевным последствиям. Стоит попробовать приложить некоторое усилие на излом конструкции. Она должна быть достаточно стойкой, чтобы абсолютно никак не отреагировать на ваше воздействие: не прогнуться, не хрустнуть, не посыпаться. Если ничего подобного не случилось, то вы получили действительно надежную конструкцию, которая выполнит все возложенные на нее задачи.
Если у вас появилась необходимость сделать сварку уголка, то вам необходимо в обязательном порядке хорошо подготовиться и изучить все приемы. Также стоит ответственно подойти к выбору оборудования для сварки, а также материала, из которого будет выполнена конструкция. Сварка уголка – совсем нелегкое занятие. Отнеситесь к этой задаче со всей ответственностью. Если вы будете придерживаться всех правил и техники сварки, то в результате получите отличную качественную конструкцию.
От того, насколько качественным будет соединение швеллеров, напрямую зависит прочность и надежность всей металлоконструкции. Наибольшая прочность, и, в то же время, простоту монтажа, обеспечивает сварка. Обычно используется электродуговая или, реже, газовая. Всего можно выделить 3 способа соединения с ее использованием.
Встык

Применяется при необходимости удлинить или соединить швеллер под углом в неответственных конструкциях, где нагрузка на шов не слишком велика.
Методика сварки следующая:
- При толщине полок (боковых граней швеллера) до 6 мм сварка производится без их предварительного скоса; при толщине 6-12 мм на свариваемой поверхности подготавливается скос под углом 30°; при большей толщине – скос имеет тупой угол и располагается на внутренней стороне швеллера.
- Свариваемые детали прихватываются точечной сваркой. Расстояние между точками – 40 мм. Проверяется геометрия соединения.
- Производится полноценная сварка с двух сторон или с одной, но с проваркой корня шва. Направление сварки – от середины основания к полкам.
Полученный этим методом сварной шов имеет меньшую прочность в сравнении с самим профилем, но в неответственных частях конструкций этот недостаток не является критичным.
С накладками
Для упрочнения стыка могут применяться металлические накладки. В этом случае соединение производится последующей схеме:
- Производится сварка встык. Полученный шов зачищают заподлицо.
- Изготавливаются парные накладки – большая для наружной стороны и маленькая для внутренней. В качестве сырья используется листовой прокат из той же марки стали, что и швеллер. Толщина накладки должна быть равна или превышать толщину его боковой полки. Форма накладки может быть различной, включая 4, 6 или 8-угольник.
- Накладки привариваются поверх сварных швов в месте соединения точечной сваркой.
- Производится проварка накладки по всему контуру.
Сварка в коробку
Этим способом из П-образного швеллера производятся усиленные полые балки с квадратным или прямоугольным сечением. Для этого два изделия прислоняются друг к другу полками и скрепляются струбцинами. Сварка может производиться встык с предварительной подготовкой скоса на кромках, либо с зазором между краями полок. Последний метод используется при соединении изделий с полками большой толщины.
Полученный в результате полной проварки шов не зачищается для увеличения прочности. Для дополнительного усиления могут использоваться накладки.
Альтернатива – болтовое соединение
В отдельных случаях использовать сварку для монтажа не представляется возможными или не требуется. Например, это относится к производству разборных конструкций или к работе с оцинкованным прокатом. В последнем случае сварка повредит защитный цинковый слой и в месте соединения появится ржавчина.
Болтовое соединение позволяет произвести монтаж швеллера без разрушения цинкового слоя и привлечения квалифицированных сварщиков, которые могут обеспечить максимальную надежность и правильность монтажа.
Однако в большинстве конструкций использовать соединение на болтах нецелесообразно, так как оно имеет ряд недостатков:
- отверстия в прокате снижают его прочность,
- необходимо периодически проверять надежность соединения и подтягивать гайки, особенно если металлоконструкция испытывает вибрационные нагрузки,
- со временем крепеж из черных металлов начинает ржаветь, что снижает его надежность и усложняет разборку,
- процесс монтажа на болтах занимает больше времени, чем сварка.
Выбор конкретного способа соединения швеллера, как и его типоразмера, зависит исключительно от вида производимых работ и предназначения конструкции с обязательным соответствием регламентирующим документам.
Основные детали металлической рамы
Как уже отмечалось выше к деталям рамы можно отнести металлический профиль уголок или швеллер, которые заготавливаются с учетом ширины и длины рамы. При чем очень важно в одной из деталей подготовить вырезы для стыковки с другими деталями. В уголках это могут быть вырезы под 45º или специальные высечки в полке одного из размеров. В швеллере также на одной из деталей обрезается полка для соединения с другой деталью так чтобы соединенный узел выглядел как одно целое. Нужно заметить, что сталь для сварки рам должна быть марки Ст 3 ПС или Ст 3 СП, но никак ни углеродистая сталь.
О высечке в уголках можно узнать, прочитав мою предыдущую стать о калитках. Что касается того как будет выглядеть стыковка дух швеллеров, то достаточно взглянуть на прилагаемый рисунок.

Стыковка швеллеров под 90 градусов
Ответственную роль играют анкера, которые привариваются к раме для фиксации ее в проеме. Если проем представляет собой кирпичную кладку из любого типа кирпича, то к раме приваривают анкера из армированной круглой стали. Обычно это сталь круглая Ǿ 10 — 16 А II — III. Если проем деревянный используются саморезы соответствующей длины, но для этого в раме предварительно сверлится отверстие нужного диаметра. Диаметр металлических анкеров зависит от размера рамы. Если периметр конструкции невелик и она сварена из малого размера уголка, достаточно будет изготовить анкера из проволоки-катанки Ǿ 5- 6 мм.
Особенности выполнения болтовых соединений
Для определения способа, как правильно стыковать элементы конструкции из двутавра, необходимо точно знать особенности эксплуатации объекта. Разъемный вид стыкования двутавровой балкиобычно применяется при монтаже конструкций, которые планируется несколько раз демонтировать и монтировать вновь. Выполняется с использованием накладок, имеет преимущества и недостатки.

Плюсы болтового соединения
- Относительная простота сборки, которую могут выполнить рабочие с невысоким уровнем квалификации.
- Отсутствие остаточных напряжений, имеющихся в сварном шве.
- Более простые мероприятия по проверке качества соединений, по сравнению с проверкой сварного шва.
- Отсутствие необходимости привлечения к работе квалифицированных сварщиков.
- Стойкость к ударным и вибрационным нагрузкам. Однако в сложных эксплуатационных условиях может потребоваться периодическая подтяжка крепежа.
Недостатки этого метода – более высокая (по сравнению со сваркой) трудоемкость и металлоемкость из-за необходимости использовать дополнительные усиливающие элементы, постепенное коррозионное разрушение крепежа, изготовленного из «черных» сталей.

