

Производство изделий и материалов методом порошковой металлургии
Производство изделий и материалов методом порошковой металлургии
| В статье рассматриваются методы порошковой металлургии для производства различных изделий. Описаны конкретные методы, их достоинства и недостатки, получаемые продукты, а также их свойства. |
Порошковая металлургия является одной из отраслей металлургической промышленности, включающей в себя ряд малоотходных способов изготовления изделий и материалов из порошков различных металлов в чистом виде либо в составе определенных композиций. Технология имеет общие черты с керамическим производством, поэтому продукция, полученная посредством данного метода, нередко именуется металлокерамической, или просто металлокерамикой. Технология получения металлокерамики особенно широко применяется для массового производства, позволяя получать без дополнительной обработки, а значит, и без отходов, изделия высоких классов точности. Метод порошковой металлургии востребован также в случаях, когда он является единственной возможностью наделить изготавливаемую продукцию теми или иными уникальными свойствами.
Порошковая металлургия существовала в Египте в III веке до н. э. Древние инки из драгоценных металлических порошков делали украшения и другие артефакты. Массовое производство изделий порошковой металлургии начинается с середины 19-го века. В 1826 году Пётр Григорьевич Соболевский и Василий Васильевич Любарский разработали способ аффинажа сырой платины и превращения её в ковкий металл. [1]
Порошковая металлургия развивалась и позволила получить новые материалы — псевдосплавы из несплавляемых литьём компонентов с управляемыми характеристиками: механическими, магнитными, и др.
Изделия порошковой металлургии сегодня используются в широком спектре отраслей, от автомобильной и аэрокосмической промышленности до электроинструментов и бытовой техники. Технология продолжает развиваться.
Изготовление деталей из металлического порошка
Eurobalt Engineering — предприятие порошковой металлургии. Мы принимаем заявки на производство деталей методом прессования и спекания. Благодаря современной технологической базе наша компания быстро и качественно справляется с изготовлением крупных партий данной продукции. Мы обеспечим строгий контроль за производственным процессом на всех его этапах, что гарантирует высокое качество изделий, соответствие их характеристик требованиям проектной документации.
Особенности технологии прессования и спекания
Технология прессования и спекания металлических порошков давно применяется в промышленности. Порошковая металлургия позволяет создавать детали сложной формы или с большим числом отверстий при минимальных потерях материала. Данная технология применяется при изготовлении фланцев, шестеренок и других элементов, которые входят в категорию спеченных изделий.
Производственный процесс состоит из нескольких этапов:
- Приготовление рабочей смеси, которая может состоять только из металлов или с добавлением других компонентов. Чтобы получить порошок, металл измельчают механическим способом, распыляют в расплавленном виде или используют методы химической реакции.
- Формование заготовки методом холодного прессования.
- Спекание смеси для создания монолитного изделия.
Готовые спеченные детали калибруют, чтобы добиться идеальной геометрии и точности размеров. Также изделия подвергают дополнительной механической обработке, пропитывают смазкой.
К достоинствам изделий, изготовленных по технологии формирования и спекания металлических порошков, относят повышенную прочность, устойчивость к деформации и температурным перепадам. Используя дополнительные компоненты при изготовлении порошковой смеси, можно увеличить твердость, коэффициент трения или другие параметры готовой детали. Данные свойства позволяют использовать детали в разных отраслях промышленности.
Valge 13, 11415,
Таллин, Эстония
Рабочее время:
Пн-Пт: 09:00-17:30
Сб-Вс: выходной
(или e-mail)
ПРЕИМУЩЕСТВА
Существуют две основные причины, позволяющих утверждать коммерческую выгодность порошковая металлургия выгодна:
- экономия средств по сравнению с альтернативными методами,
- уникальные свойства, которые достижимы только в процессе порошковой металлургии.
Экономия затрат является движущей силой структурных деталей, пористых материалов, композитных материалов, магнитных компонентов или специальных сплавов.
В дополнение к вышесказанному, имеется еще ряд преимуществ порошковой металлургии:
- значительная экономия,
- гибкость композиций, которые не могут быть получены другими способами, например металлы, биметаллические комбинации и т. д.,
- во многих случаях никаких дополнительных операций не требуется,
- легкодоступное сырье и относительно недорогое с точки зрения стоимости,
- повторяемость производства, постоянные характеристики и размеры деталей,
- меньшее количество дополнительных (вторичных) операций для «завершения» деталей по сравнению с другими технологиями.
- контролируемая пористость, возможность насыщения пор другими материалами,
- процесс порошковой металлургии практически не дает отходов,
- компоненты характеризуются отличной износостойкостью и коэффициентом трения,
- технология PM позволяет создавать геометрические формы, которые не могут быть получены механической обработкой и под.,
- детали имеют хорошую химическую однородность,
- С помощью этой технологии могут быть получены магнитные компоненты.
Спеченные изделия характеризуются как лучшее используемое сырье с наименьшими затратами энергии.
Компактирование
Порошковая металлургия также предусматривает проведение процедуры, которая основана на получении полуфабрикатов в виде прутков и лент. После прессования можно получить практически готовое к применению изделие.
К особенностям процесса компактирования можно отнести нижеприведенные моменты:
- В качестве сырья при проведении рассматриваемого процесса применяется сыпучее вещество.
- После прохождения компактирования сыпучий порошок становится компактным материалом с пористой структурой. Прочность получаемого изделия приобретается в ходе проведения других процессов обработки.

Принцип порошковой металлургии
Рассматривая процесс прессования порошка, отметим применение следующих технологий:
- прокатывание;
- шликерное литье;
- изостатическое прессование за счет оказания давления газом или жидкостью;
- прессование с одной или обеих сторон при применении специальных металлических матриц;
- инжекционный метод.
Для того чтобы ускорить процесс компактирования, изделия порошок подвергается воздействию высокой температуры. В большинстве случаев расстояние между отдельными частицами уменьшается за счет воздействия высокого давления. Большой прочностью обладают порошки, изготавливаемые из мягких металлов.
5 особенностей металлических порошков для 3D-печати


Одно из важных преимуществ 3D-печати металлами – возможность создать изделие из практически любого сплава. Помимо стандартных металлов существует широкая номенклатура специальных сплавов – уникальных высокотехнологичных материалов, которые производятся под определенные задачи заказчика.
Процесс 3D-печати металлами заключается в последовательном послойном сплавлении металлических порошков при помощи мощного излучения иттербиевого лазера. В индустрии используется несколько различных наименований одного и того же процесса, в том числе селективное лазерное плавление (SLM).
Ведущий мировой производитель, применяющий селективное лазерное плавление, – немецкая компания SLM Solutions. Аддитивные установки этой компании, в зависимости от функциональных возможностей и решаемых задач, могут быть задействованы и как лабораторные установки с гибкими настройками и возможностью быстрой смены материалов для 3D-печати, и как производственные машины для серийного изготовления.
Промышленные установки SLM Solutions: SLM 125, SLM 280 2.0, SLM 500, SLM 800
Профессиональный 3D-принтер Sharebot MetalOne
Основные преимущества 3D-печати металлами:
- высокие показатели плотности: в 1,5 раза выше, чем при литье;
- возможность создания миниатюрных и геометрически сложных объектов и других неповторимых форм в виде закрытых бионических структур;
- широкий выбор металлических сплавов, как стандартных, так и специальных;
- сокращение циклов производства и ускорение выхода готовой продукции.
Сферы применения:
- авиакосмическая индустрия;
- машиностроение;
- автомобилестроение;
- нефтегазовая отрасль;
- электроника;
- медицина;
- пищевая промышленность;
- исследования и экспериментальные работы в конструкторских бюро, научных и учебных центрах.
Смотреть видео: как происходит селективное лазерное плавление
Виды металлов, применяемых в аддитивном производстве
Современные аддитивные технологии предполагают использование около двадцати протестированных и готовых к эксплуатации материалов, в их числе – инструментальные, нержавеющие, жароупорные сплавы, алюминиевые и титановые сплавы, медицинские кобальт-хром и титан.
Поскольку металлов очень много, и каждый из них обладает определенными свойствами, один металл можно заменить другим исходя из технологических задач. К примеру, если в технологической цепочке необходимо задействовать титановый сплав, то технолог сможет выбрать один из множества титановых сплавов с теми свойствами, которые нужны для производства конкретного изделия.
- Нержавеющие сплавы: 15-5PH, 17-4PH, AISI 410, AISI 304L, AISI 316L, AISI 904L
В эту категорию входят сложнолегированные стали с содержанием хрома (не менее 12%). Оксид хрома образует на поверхности металла коррозионностойкую пленку, которая может разрушаться под воздействием механических повреждений или химических сред, но восстанавливается в результате реакции с кислородом. Нержавеющие сплавы применяются при производстве клапанов гидравлических прессов, арматуры крекинг-установок, пружин, сварной аппаратуры, работающей в агрессивных средах, и изделий, используемых при высоких температурах (+550…800°C).
- Инструментальные сплавы: 1.2343, 1.2344, 1.2367, 1.2709
Основное предназначение инструментальных сплавов – изготовление различных видов инструментов (режущих, измерительных, штамповых и др.), вкладок в пресс-формы при горячем деформировании конструкционных сталей и цветных сплавов на крупносерийном производстве, пресс-форм для литья под давлением сплавов алюминия, цинка и магния. Эти сплавы содержат как минимум 0,7% углерода и обладают повышенной твердостью, износостойкостью, вязкостью, теплопроводностью и прокаливаемостью.
Никель обладает способностью растворять в себе многие другие металлы, сохраняя при этом пластичность, поэтому существует множество никелевых сплавов. Например, в соединении с хромом они широко применяются в авиационных двигателях, из них изготавливают рабочие и сопловые лопатки, диски ротора турбин, детали камеры сгорания и т.п. Наиболее жаропрочными являются литейные сложнолегированные сплавы на никелевой основе, которые выдерживают температуры до +1100°C в течение сотен и тысяч часов при высоких статических и динамических нагрузках.

- Кобальт-хром: CoCr
CoCr представляет собой высококачественный кобальт-хромовый сплав для модельного литья, соответствующий современным техническим требованиям. Благодаря отличным механическим свойствам он хорошо подходит для изготовления корпусов сложной геометрии в электронике, пищевом производстве, авиа-, ракето- и машиностроении, а также кламмерных протезов.
- Цветные металлы: CuSn6, CuSn10
Сплавы из меди и олова обладают высокими теплопроводящими свойствами и коррозионной стойкостью и идеальны для создания уникальных систем охлаждения.
Это наиболее дешевые из литейных сплавов. К их преимуществам относятся высокая коррозионная стойкость, жидкотекучесть, электро- и теплопроводность. В промышленности используются, как правило, для изготовления крупногабаритных тонкостенных отливок сложной формы.
- Титановые сплавы: Ti6Al4V, TiGd.II, Ti6Al7Nb
Ti6Al4V – наиболее распространенный сплав титана с превосходными механическими свойствами. Считается самым прочным и жестким титановым сплавом, отличается особо высокой сложностью обработки. Имеет плотность 4500 кг/м и прочность на разрыв более 900 МПа. Сплав Ti6Al4V предоставляет неоспоримые преимущества в плане снижения веса изделий в таких отраслях, как аэрокосмическая промышленность, автомобилестроение и судостроение. Эти металлы применяются, в частности, при изготовлении вкладок в пресс-формы, турбинных лопаток, камер сгорания, а также изделий, предназначенных для работы при высоких температурах (до +1100°C).
Особенности металлических порошков
- Металл для аддитивных установок выпускается в виде мелкодисперсных сферических гранул с величиной зерна от 4 до 80 микрон. Этот показатель определяет толщину объекта, который будет выращен в аддитивной установке. При создании порошка задается величина и состав зерна, так как необходимо соблюсти определенное процентное соотношение крупных и мелких зерен. Таким образом определяется текучесть металла, проверяемая с помощью прибора Холла (воронки с калиброванным отверстием). Если у зерна будет слишком мелкая фракция, металл не будет течь через воронку и, соответственно, плохо подаваться на стол построения, а это напрямую влияет на равномерность получаемых слоев и качество выращиваемого изделия.
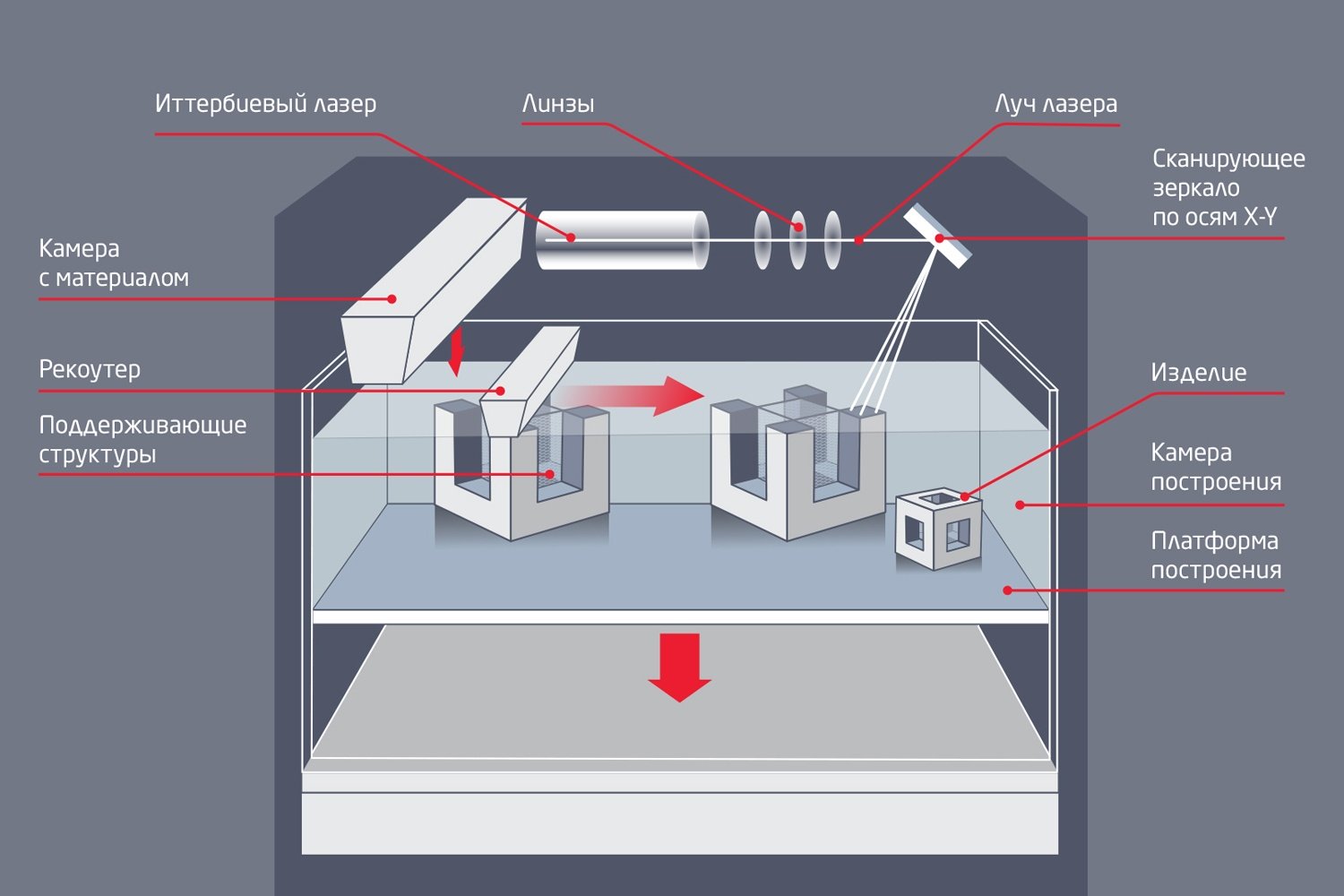
- У каждой компании, производящей данный тип 3D-принтеров, свои требования к текучести в зависимости от принципа нанесения материала на платформу построения. В аддитивных установках SLM Solutions (технология SLM) металл на рабочий стол подается и сверху, из фидера (камеры с материалом), и переносится рекоутером. В этом случае текучесть очень важна для того, чтобы порошок поступал из фидера в рекоутер и слои наносились должным образом (см. схему построения изделий на рисунке выше).
- Разным металлам требуется разная термообработка, и иногда для этого используются специально подогреваемые платформы. В процессе построения, при плавлении металла, вырабатывается большое количество тепла, которое нужно отводить. Роль радиаторов, отводящих тепло, выполняют поддержки, применяемые при построении изделий. В некоторых случаях сама деталь без поддержек приваривается к рабочему столу, как к радиатору.
- Структура металлических изделий, полученных аддитивным способом, зависит как от технологии построения, так и от настроек оборудования. Ведущие производители добились плотности металла порядка 99,9% от теоретической. Наряду с селективным лазерным плавлением существуют и менее эффективные, уже устаревшие технологии, сходные с методом SLS, которые обеспечивают меньшую плотность.
- Внутренняя структура металла – мелкозернистая. Если в дальнейшем мы собираемся уплотнить деталь, то есть воздействовать на нее физически, надо учитывать, что маленькое зерно сжать гораздо сложнее, чем большое. Но при этом мы очень близко подходим к прокатному металлу – т.е. к металлу, который уже уплотнили. Плотность изделий, напечатанных на 3D-принтере, на 10-15% ниже, чем при прокате, но примерно на 50% выше, чем у литейных металлов.
Читайте истории внедрения:
Вопросы безопасности при работе на металлических 3D-принтерах
Как известно, металлы, попадающие в человеческий организм в микроскопических дозах, полезны. В макродозах они несут опасность для здоровья – получить отравление металлами очень легко, а кроме того, порошки взрывоопасны. При дисперсности порошка от 4 микрон он проникает сквозь поры кожи, органы дыхания, зрения и т.д. В связи с этим при работе на металлических 3D-принтерах необходимо строго соблюдать технику безопасности. Для этого предусмотрена защитная спецодежда – костюм, перчатки и обувь. Аддитивные машины, как правило, комплектуются пылесосом для удаления основного порошка, однако и после его использования некоторая взвесь металлов остается.
Производители стремятся улучшить условия безопасности, и сейчас наблюдается тенденция по созданию на аддитивном производстве так называемых закрытых циклов, т.е. полностью герметичных помещений, за пределы которого порошок не попадает. Оператор работает в специальной одежде, которая затем утилизируется.

Потенциал 3D-печати металлами
Итак, мы выяснили, что современные технологии позволяют получить порошок для 3D-печати металлом с определенными свойствами для решения конкретных производственных задач. А так как распылению можно подвергнуть практически любые металлы, то и номенклатура металлических материалов для 3D-принтеров чрезвычайно обширна.
Достижения металлургии в полной мере реализуются в аддитивном производстве, позволяя использовать уникальные сплавы для изготовления геометрически сложных изделий повышенной точности, плотности и повторяемости. В то же время, внедрение металлических аддитивных установок имеет и сдерживающие факторы, главный из которых – высокая стоимость порошков.
3D-печать металлами обладает серьезным потенциалом для повышения эффективности производства во многих отраслях промышленности и используется все большим числом компаний и исследовательских организаций. Пример для всемирной индустрии показывают такие промышленные лидеры, как General Electric, Airbus, Boeing, Michelin, которые уже перешли от изготовления единичных металлических изделий к серийному аддитивному производству.
Статья опубликована 23.01.2018 , обновлена 18.09.2020

