

Изготовление металлических конусов
Изготовление металлических конусов

Вальцовка листового металла (вальцевание) – это процесс регулярной деформации под определенным давлением и по длине установленного направления. Существует множество способов вальцовки металла и широкий ассортимент оборудования для осуществления этого процесса. В компании «ДКМ» эти работы выполняются на вальцах серии DAVI 2017. Такой вид работ как вальцовка применяется во множестве ситуаций, в том числе для:
- Изменения формы листа металла
- Изменения диаметра или формы готовой металлической трубы
- Изготовления металлических труб или коробов, изготовленных без сварки и других способов крепления
Вальцовка применяется во множестве случаев и для различных материалов. Так, например, вальцовка может быть первым этапом подготовки материалов для штамповки готовых изделий. Также возможно отшлифовать различные виды мягких материалов: резиновых смесей, пластмасс и т.п. Эта же технология может служить для первичной переработки материалов.
Эта технология лучше многих других, т.к. с ее помощью возможна:
- Высокая точность выполняемых работ. Благодаря компьютерному управлению вальцовочного оборудования можно достичь точности вальцовки до 10 мм, а длины – до 2000 мм;
- Точность достигается за счет высококачественного оборудования, оснащенного чипами программируемого управления;
- Также возможны подгибка задней кромки листа и универсальная гибка конусов.



Как происходит вальцовка трубы
Вальцевание трубы можно подразделить на два этапа:
1.Предварительная вальцовка. На этом этапе основная мощность вальцовочного оборудования приходится на трубу, вставляемую в отверстие. Под воздействием оборудования труба расширяется до необходимого размера, так, чтобы между стенками трубного отверстия и самой трубой не оставалось зазоров.
2.Непосредственно вальцовка. На этом этапе силовое воздействие на материал усиливается до степени, когда начинает меняться размер самого трубного отверстия. Это обеспечивает еще большую плотность соединения.
Этапы вальцовки металла
Вальцовка листового металла аналогична предыдущему виду работ. Разница в используемом оборудовании. Вальцовка металла – это металлопрокатные работы. Лист прогоняется между валиками вальцовочного станка, расположенными определенным образом (в зависимости от необходимой формы). Отличие от гибки металла состоит в том, что при помощи вальцовки за один раз можно получить лист с несколькими изгибами. Это может быть необходимо, например, для изготовления волнистого металлопрофиля.
Для облегчения деформации листа или трубы из металла могут использоваться различные способы нагрева металла. Это также может быть необходимо для работы со сплавами, плохо поддающимися деформации при обычном силовом воздействии.
Если в Ростове нужна вальцовка
«Донская компании металлообработки» предлагает услуги вальцовки металла любой сложности. Вы можете предоставить эскизы или чертежи необходимого изделия или разработать их совместно с нашими специалистами. Для изготовления необходимого изделия мы можем как переработать металл, уже имеющийся у Вас, так и использовать собственные расходные материалы.
© 2013-2020, ДКМ Донская Компания Металлообработки. Политика конфиденциальности. Статьи.
Примеры наших работ по вальцовке конусов





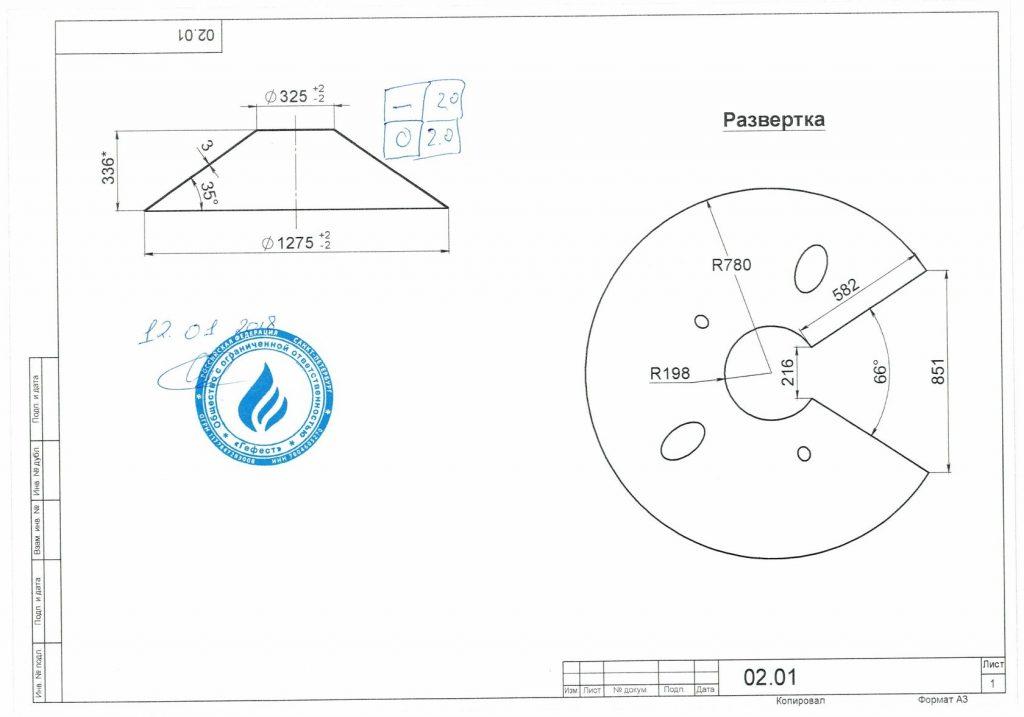



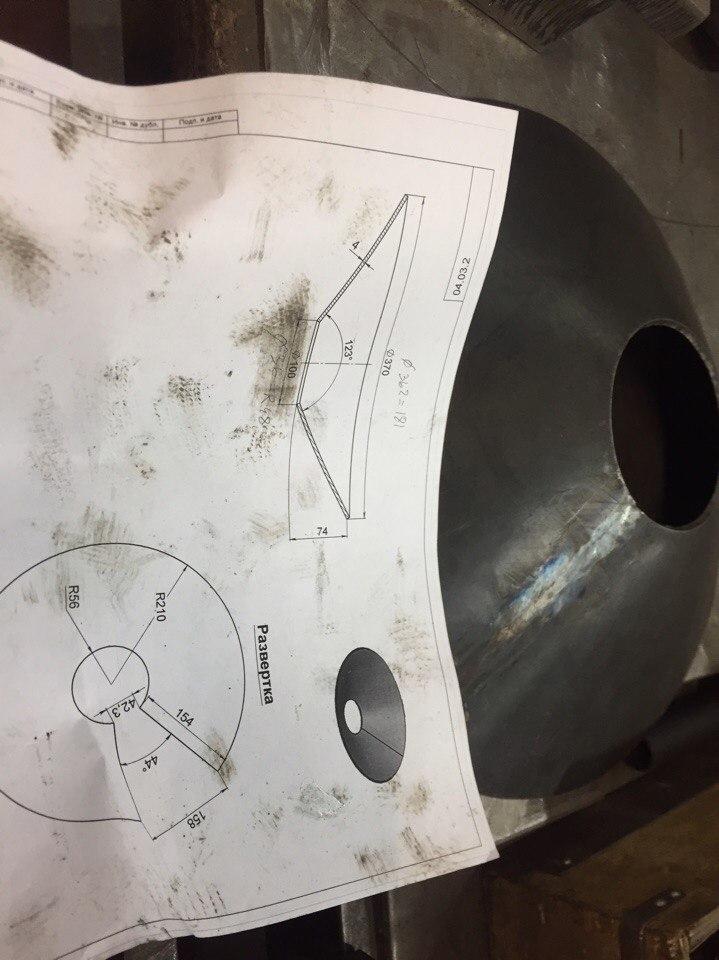



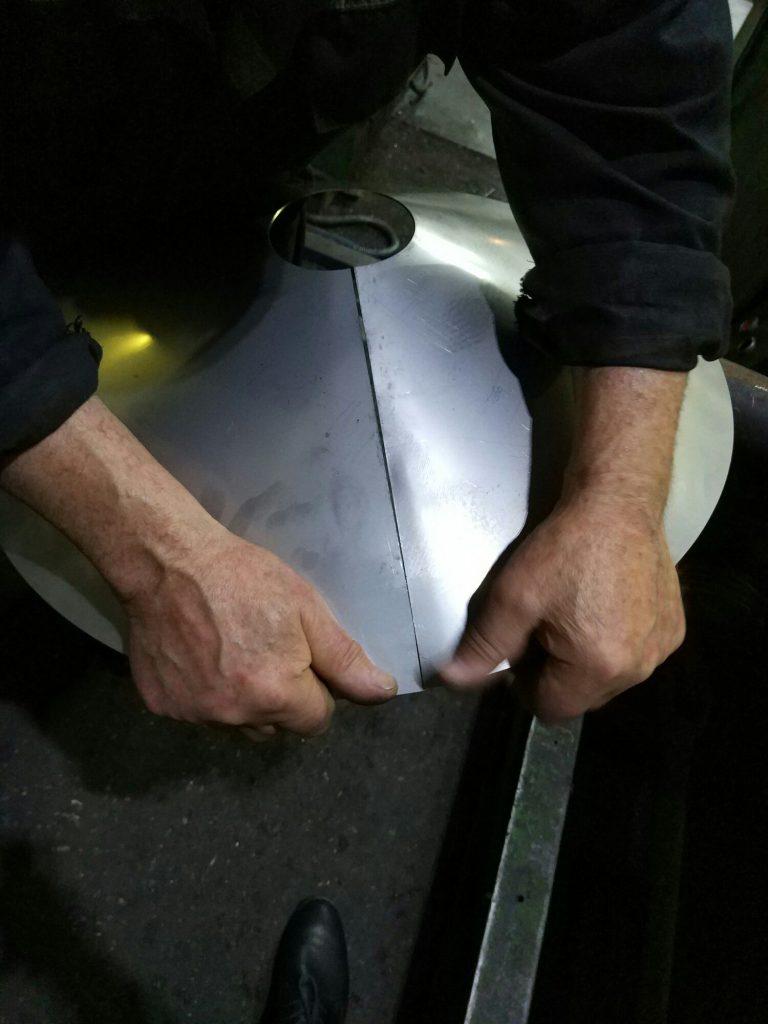
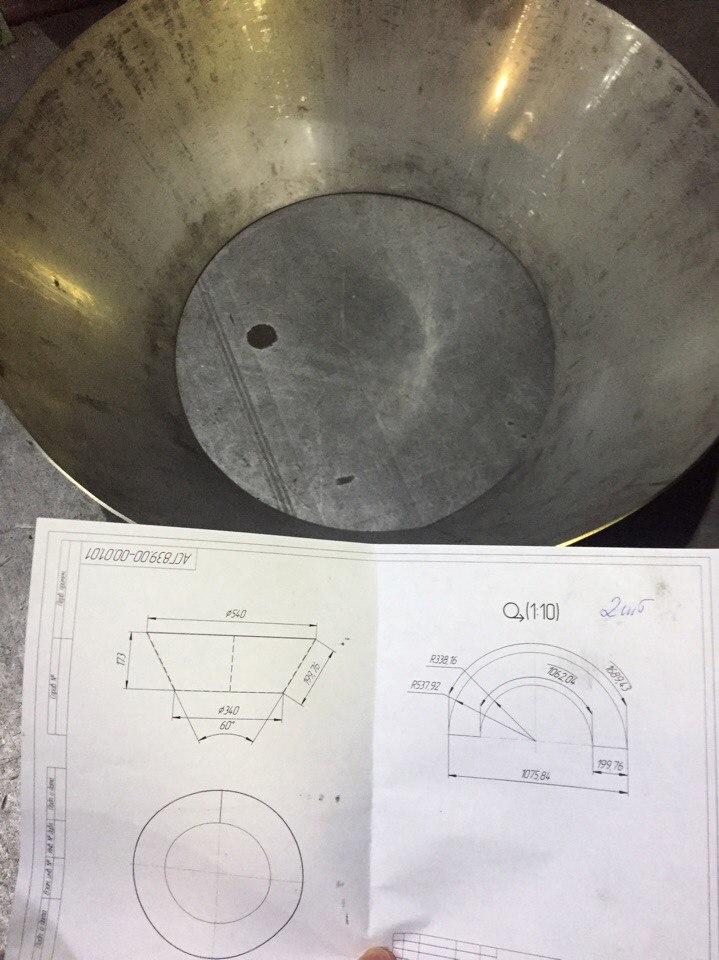











Для вальцовки конусов применяется универсальный промышленный четырёх валковый вальцовочный станок, позволяющий обрабатывать изделия с различными параметрами.
Вальцевание (вальцовка) металла
Предлагаем вальцовку профильного и листового металла по выгодным ценам в Краснодаре, исполняем заказы любой сложности как на серийные детали, так и штучные образцы.
Вальцовка — равномерное деформирование различных видов сплавов под давлением или операция холодной формовки металлоизделий (листового, профильного металла, труб, стального прута) в целях приведения изделий к радиальной или цилиндрической форме. Технологически процесс представляет собой постепенное протягивание металла в движущихся валках на специальном оборудовании — вальцах. С помощью вальцовки можно осуществлять обработку стальных сплавов, например изделий из нержавеющей стали, цветных металлов, различных видов черных металлов, оцинкованного листа и профильного и трубного проката. Для гибочного процесса могут использоваться заготовки следующих форм: стальная полоса, плоский лист, профилированный лист, швеллер, двутавр, уголок, профильные и круглые трубы, арматура, пруты и пр.
- Вальцовка листового металла
- Вальцовка труб
- Преимущества
- Вальцовка конусов
- Цены на вальцовку в Краснодаре
 |  |
Наше предприятие осуществляет вальцовку различных видов металла, в том числе:
- нержавеющая сталь;
- оцинкованная сталь;
- цветные сплавы;
- изделия из черного метала.
 |  |
Вальцовка листового металла
Вальцевание листового металла это равномерное деформирование стального листа под давлением. С помощью данного метода можно создавать как заготовительные элементы, подлежащие сварке и соединению в цельную конструкцию, так и готовые изделия. Изготовление деталей осуществляется на современном оборудовании, отвечающем новым стандартам качества и необходимым для работы требованиям. Процесс осуществляется с помощью ковочных или листогибочных вальцов. Лист металла пропускается между вальцами и под воздействием давления постепенно приобретает необходимую форму. Достаточно трудновыполнимым процессом является гибка листовой нержавеющей стали, поскольку главной задачей при этом является сохранение свойств защитного покрытия листа.
 |  |
Данный метод используется для изготовления изделий цилиндрической формы. Наше предприятие осуществляет вальцевание листов нержавеющей стали, оцинкованной стали, алюминия и пр. Обработка таким способом листового проката используется для последующего изготовления промежуточных форм со сборкой в готовые конструкции, такие как цистерны, котлы, емкости, трубы нестандартного диаметра.
Вальцовка осуществляется на станках, обладающих большими радиусами скругления. В процессе обработки листа на станке металл подвергается равномерной деформации с назначенным радиусом скругления, и в результате на выходе получается конус либо цилиндр из листового металла, в зависимости от заданных углов скругления. Каждый станок имеет собственные характеристики и ограничения по обрабатываемому металлу, как то — толщина, размеры и радиус сгибания. В зависимости от толщины металла на выходе и тем больше должны быть радиусы валков установленных на вальцах, но увеличение радиуса валков приведёт к уменьшению минимального радиуса гиба при вальцовке тонко-листовых металлов. Процесс вальцевания выполняется на специальных станках (листогибочных вальцах).
Вальцуем листовую сталь с размерами:
- ширина изгибаемого листа — до 2000 мм
- толщина листа — от 1 до 20 мм
- наименьший радиус вальцовки — 120 мм
 |  |
Вальцовка труб
Вальцовка профильных труб осуществляется путем их обработки на трубогибочном или вальцовочном оборудовании. Стоимость услуг по гибке профильного проката формируется в зависимости от характеристик используемого металла, сложности выполнения заказа и требуемого количества изделий, так как для изготовления каждого индивидуального изделия производится наладка оборудования.
Гибка профильной трубы вальцеванием
Одним из способов холодной обработки металла является вальцовка труб. Обработка профильного металла осуществляется на самых простых и распространенных станках трехвалковых трубогибах. На станках данного типа можно производить гибку профильного металла из разных видов стали: черная, нержавеющая, различные сплавы цветных металлов и пр. Главным механизмом, осуществляющим, собственно вальцовку, является узел, состоящий из трех роликов-валков, один из которых является ведущим, либо это функция переходит на два крайних валка. Профильная труба прокатывается через валки и деформируется с образованием изделия заданного радиуса кривизны. Вальцовка позволяет изготовить либо гнутый отрезок трубы, либо длинный гнутый профиль различной длины вплоть до создания круговой заготовки.
Сам процесс гибки профильного металла подразделяется на два этапа. Первый – предварительное натяжение для задания угла скругления, путем создания давления от среднего валка на профиль, опирающийся на крайние валки, либо наоборот, прикладывания усилия от крайних валков при упоре на средний.
 |  |
Вальцовка сечения труб
Процесс разделяется на три этапа:
- Начальный этап — привальцовка — расширения под воздействием температуры или механической силы. Профильный металл помещается в отверстие, после этого начинается расширение, первый этап позволяет избавиться от зазора между трубой и краем отверстия.
- Второй этап — вальцевание заключается в уплотнении соединения и формирование загиба, для данного процесса необходимо применение наиболее больших усилий, на этом этапе за счет деформации изменяется и геометрия профильного отверстия, создавая плотное соединение.
- Третий этап — развальцовка — на этом этапе соединение становится полностью герметичным.
Для вальцовки труб наше предприятие использует трехроликовые трубогибные станки, которые обеспечивают точность радиуса гиба порядка 4% от номинального размера. Используемое оборудование позволяет исполнять гибку профильного металла по требуемому радиусу без образования дефектов на внутренней стенке заготовки. Данное оборудование позволяет выдерживать радиус гиба до 250 мм, а также производить обработку других видов профильного металлопроката — швеллера, двутавра и уголка.
 |  |
Преимущества вальцевания
- простота обработки;
- сохранение свойств металла;
- равномерная деформация по всей площади заготовки;
- отсутствие трещин, заломов, царапин, заусениц и прочих дефектов по внутренней плоскости готового металлоизделия.
- возможна обработка пластичных металлов;
- большой диаметр гибки;
- гибка в одном направлении,
Вальцовка конусов из листового металла
Вальцовка конусов обычно сложнее, чем гибка труб, т.к. предполагает применение четырехвалковых станков, поскольку трехвалковые станки не обладают необходимой для такой работы точностью. Кроме того, предполагается наличие определённого опыта у оператора данного станка. При применении четырехвалковых станков оператор обладает возможностью производства протяжки листового металла на холостом ходу, в таком случае с помощью оборудования производится разворачивание листа под углом к крайней стороне наклоненного валка. В процессе протяжки листа между валками, металл равномерно деформируется и получает изгиб под заданным радиусом без нарушения технических характеристик металла. Таким образом производятся изделия цилиндрической или конической формы.
Конструкция четырехвалкового станка помогает производить изделия, более точно соблюдая радиус изгиба, прокат зажимается между вальцами и сверху, и снизу. Обечайки обрабатывают боковыми валками, подгиб кромок осуществляется одновременно. В числе прочих усовершенствований четырехвалкового станка — присутствие добавочного прижимного приспособления, помогающее уменьшить величину плоского края, способность изгибать листовой металл за один проход и возможность горизонтальной подачи прокатного металла.
При обработке лист изгибается постепенно по заданному оператором станка радиусу и в итоге металл приобретает коническую форму. Вальцовочные станки обладают различными техническими характеристиками, накладывающими определенные ограничения на диаметр изделий, подвергаемых обработке, а также на толщину обрабатываемых листов металла.
При наличии вальцовочного оборудования, соответствующего стандартам и при наличии в штате операторов станков с соответствующим опытом, предприятие способно производить конусные изделия с изгибом правильной формы и углом вальцевания до сорока пяти градусов.
Приблизительная стоимость вальцовки металла
Изготовление трубы из металлического листа — от 50 рублей за единицу
Цена вальцовки профильной трубы по назначенному радиусу — от 100 рублей за единицу продукции.
Цена вальцовки конусов — от 200 рублей за вальцевание одного изделия
Стоимость вальцовки обечайки — от 50 руб. за шт.
Стоимость вальцовки полуобечайки — от 50 руб. за шт.
От ровного листа до круглой обечайки:
Вальцы с асимметричным расположением валков (рис.11) производят практически полную гибку обечайки.

Наиболее современными являются четырехвалковые машины (рис.12), на которых за один цикл осуществляется вальцовка и подгибка краев. Радиус гибки обечаек проверяют шаблонами. Возможные дефекты вальцовки цилиндрических обечаек приведены на рис.14.
Конусы и переходные элементы в каждой прочности и качестве материала
В дополнении к шишкам и переходным частям, мы также производим раковины и доборные любого рода. Компоненты, которые не могут транспортироваться в одной части из-за их размер, мы производим, насколько это технически возможно в ряде сегментов, которые могут быть собраны на месте для получения готового продукта.
Высокая точность и надежность в технологии формирования — как раз вовремя
В производстве мы уделяем большое внимание выдающемуся качеству и точности. Существует много причин, по которым вам может понадобиться сделать конус с металлической фольгой. Металлические конусы служат для запирания дымовых труб, вплоть до определенных видов огня на открытом воздухе и во время барбекю, а иногда и в декоративных целях. Складывание листа металла проще, чем вы могли ожидать, поэтому не пугайтесь процесса. Введите его полностью, но с осторожностью, конечно.
Также способы получения нужной формы бывают разные.
Гибка конических обечаек производится несколькими способами:
1) Установкой под углом среднего валка у симметричных трехвалковых машин и бокового валка у асимметричных трехвалковых и четырехвалковых вальцев (рис.15). 2) Гибкой по средней линии последовательно по различным участкам (рис.16) на вальцах. Сначала осуществляют подгибку кромок, затем гнут середину заготовки на каждом участке с переустановками. Такой способ приводит к повышенному износу оборудования.

3) Гибка обечаек на вальцах со сменными коническими валками. Этот способ оправдан в серийном и массовом производстве. 4) Безвальцевым способом для листа толщиной до 20 мм. На рис. 17 показан метод свертывания. Кромки 3 и 4 заготовки закрепляют в опорах 2 и 5, сводят друг к другу, одновременно поворачивают опоры в разных направлениях. Далее кромки конической обечайки соединяют на прихватках и снимают со станка. 5) Наиболее производительным способом является изготовление конических обечаек в штампах (рис.18). Перед сваркой частей обечаек производят их предварительную фиксацию для исключения деформации элементов и обеспечения сварочных зазоров. Совмещение кромок обычно производится струбцинами и сборочными кольцами для тонкого листа (рис.19). На одну обечайку устанавливается две струбцины по торцам.
Цилиндричность обечаек обеспечивается специальными приспособлениями с домкратами, распирающими деталь. При сборке габаритных деталей используются стяжные планки и клиновые соединения (рис.20).
Изготовление рабочего конуса на заказ
Карандаш будет рисовать круг, и небольшая выемка, которая оставила компас там, где она была поддержана, должна быть отмечена. 2 Отрежьте круг специальными ножницами из металлической фольги. Носите перчатки так, чтобы края металла были очень острыми. 3 Отрежьте круг пополам. Используя точку поддержки вашего компаса в качестве ориентира и в качестве конечной точки, разрежьте там прямую линию, начинающуюся с обоих концов. Теперь у вас будет круг металлической фольги с щелью, которая начнется с одной стороны и достигнет центра. 4 Перекройте одну сторону разреза над другой. Начиная с щели, надавите куски листа один поверх другого. При этом вы увидите, что круг начинает сжиматься и формировать конус. Остановитесь, когда это необходимо, в зависимости от того, насколько глубоко вы этого хотите. 5 Лента на каждой стороне оверлея. Это предотвратит перемещение металла и избавит вас от грубых краев. Теперь ваш конус металлического лезвия завершен. Носите перчатки всякий раз, когда вы манипулируете металлическим лезвием, чтобы не обрезать руки. Металлическое лезвие Ножницы для металлического лезвия Компас с карандашом Клейкая лента Перчатки. Установление определенных единообразных правил находит свое разумное значение в необходимости гарантировать в отношении всех профессий, подверженных сертификации, цели, требующиеся сертификатов профессионализма.
Вальцовка металла различных типов
Оборудование имеет большие радиусы скругления. Обрабатываемый материал деформируется равномерно, с соблюдением установленного радиуса, что позволяет придать элементу нужную форму. Вальцовочные станки отличаются по рабочим параметрам и размерам заготовок.
СМУ-21 занимается вальцеванием металлических листов толщиной 1…20 мм и шириной не более 2000 мм. Минимальный радиус сгибания составляет 120 мм.
Мы обрабатываем сталь следующих размеров
| Наименьший радиус | 120 мм |
| Толщина изгибаемого листа | 1-20 мм |
| Ширина листа для гиба | до 2000 мм |
Вальцовка листового металла
Компания производит вальцовку листового металла для листа, толщиной от 1мм до 10 мм с шириной до 2100 мм и диаметром от 150 мм до 3000 мм. В случае увеличения толщины листа уменьшается ширина заготовки. Например, если необходимо произвести вальцовку листа толщиной 16 мм, тогда возможная ширина детали — до 1 м, в зависимости от радиуса гиба и т.д.
Вальцовка или гибка листа выполняется как на трехвалковых так и на четырехвалковых вальцах.
При вальцовке детали на трёхвалковом станке существует зона «непроката» или «мертвая зона» (технологический отход, составляющий по 150 мм с каждой стороны листа металла).
Когда же выполняется вальцовка на четырёхвалковых вальцах, гибка кромок листа проводится одновременно во время вальцовки за счет давления одного из боковых валков.
Для заказа вальцовки металла свяжитесь с отделом продаж по телефону +38 (066) 844-41-49
или по почте [email protected]
Предлагаем вальцы от производителя, с доставкой по РФ и СНГ. Выгодные цены.Гарантия.Сервис.
Купите вальцы для конусов по доступной цене в Воронеже.
 Теперь, нет проблем с вальцовкой деталей малого диаметра или большим углом развертки.
Теперь, нет проблем с вальцовкой деталей малого диаметра или большим углом развертки.
Нами разработаны и изготовлены вальцы, с помощью которых можно выполнять вальцовку конусовидных деталей разного диаметра.
Причем сделаны вальцы вдумчиво и очень качественно.
Видео, по оборудованию, представляем немедленно – по Вашему запросу!

Возможность гибки конусов.
– Минимальный диаметр конуса – 30 мм
– Максимальный диаметр конуса – 700 мм
– Максимальная толщина металла – 3 мм
Купить вальцы для конусов, вы можете у нас без посредников и прочего офисного планктона- в любое время.
Мы производители вальцовочных станков, для изготовления конусов малого диаметра.
В числе преимуществ листогибочных вальцов – небольшие размеры, мобильность, высокая производительность и универсальность.
Вальцы для гибки конусов. Цена станка – 155.000 рублей и 167.000 рублей.
 Конкурентные преимущества наших вальцов.
Конкурентные преимущества наших вальцов.
– Наши вальцы изготовлены с конусными валами.
– Большой диапазон регулировок.
– Реверсивный электропривод всех трех валов, что исключает проскальзывание детали.
– Быстрый съем готового конуса, позволяет мгновенно и без повреждений снять готовую деталь, не меняя настроек станка.
Такая конструкция, позволяет изготовлять конуса не только большого размера, но и малого!
Что в отличии от прямых валов, сделать практически не возможно!
Характеристики вальцовочного станка для конусов.

Новая цена станка – 155.000 руб. ( от 10 мая 2020 года)
Вальцовочные станки применяют для работы с металлопрокатом, осуществляя с их помощью контролируемую продольную или поперечную деформацию для изготовления широкого ассортимента изделий.
Характеристики вальцовочного станка для конусов.

Новая цена станка- 167.000 руб. ( от 10 мая 2020 года)
В основном они используются, как вальцы для листового металла, но также могут обрабатывать практически все профильные заготовки с плоской формой поверхности.
У нас выгодно покупать детали потому, что вы экономите деньги и время, так как у нас минимальные цены.
Хотите узнать больше?
Свяжитесь с нами!
Мы всегда рады помочь вам и ответить на все ваши вопросы.
Контактное лицо: Владимир Петрович.
Возможно вас заинтересует другое наше оборудование:
Почему Вам стоит выбрать нас?
В нашем распоряжении – 2 000 кв. м. рабочей площади, производственная мощность — 300 тонн в месяц.
Для выполнения заказов любой сложности имеется все необходимое оборудование.
Мы готовы выполнять крупные заказы в короткий срок. Наше производство – это возможность для Вас работать без посредников.
Территориально расположены недалеко от Москвы (8 км от МКАД), в г. Люберцы Московской области.
Работаем в Москве, Московской области и в других регионах.
У нас установлено современное, сертифицированное оборудование. Все сотрудники являются высококвалифицированными специалистами в своей сфере.
За это время наша компания осуществила ряд значимых проектов, в том числе свыше 30 – для крупных компаний.
Мы накопили огромный опыт в своем деле. Наши работы проверены временем.
В числе партнеров:














Технология и сфера применения вальцовки металла
Вальцовка (вальцевание) – это процесс деформирования (гибки) металлической заготовки, в результате которого заготовка приобретает цилиндрическую, конусообразную, либо овальную форму. Вальцовка относится к методам холодной деформации, поскольку в процессе обработки материал не подвержен действию высокой температуры.
Чаще всего для вальцовки используются металлические заготовки следующих форм: лист, швеллер, профильные и круглые трубы. В процессе вальцовки металла производятся как конечные изделия, так и их детали. Вальцовка – наиболее простой способ изготовления металлических труб (обечаек) больших диаметров.
Вальцовка выполняется на специальном оборудовании, оснащенном валками, которые отвечают за пластическую деформацию заготовок из металла в нужном направлении. Проходя прокатку между валками, размеры и расстояние между которыми подбираются в зависимости от параметров готового изделия, заготовка приобретает требуемые размеры и форму.
Вальцовка широко востребована в различных отраслях промышленности, строительстве, коммунальном хозяйстве, рекламной сфере и многих других.
Преимущества вальцовки
Вальцовка как вид технологической обработки металла имеет ряд преимуществ:
- отсутствие температурного воздействия, и, как следствие, сохранность функциональных свойств и качества металла
- исключение нежелательных дефектов (трещин, пор, и т.д.)
Наше оборудование
Машина листогибочная трехвалковая И-2222 (максимальная толщина обрабатываемого листового металла 16 мм при ширине 2000 мм)
Машина листогибочная четырёхвалковая СТД-14 (максимальная толщина обрабатываемого листового металла 5 мм при ширине 2500 мм).
ООО «СТРОЙКОМПРОЕКТ» предлагает услуги вальцовки металлопроката.
Максимальный размер обрабатываемых материалов:
- труба круглая до 89 мм
- труба профильная до 50 мм
- швеллер до № 20
- лист до 16 мм при ширине 2000 мм.
Стоимость услуг вальцовки зависит от трех составляющих:
- тип металла
- толщина обрабатываемого металла
- радиус изгиба
- объем заказа.
Прайс-лист на вальцовку металлического листа диаметром от 500 до 1500 мм
| Толщина металла | Диаметр/ длина D500, L1500 руб. | Диаметр/ длина D1000, L1500, руб. | Диаметр/ длина D1500, L1500, руб. |
| 4 | 2 325,00 | 4 500,00 | 7 200,00 |
| 5 | 2 914,00 | 5 640,00 | 9 024,00 |
| 6 | 3 503,00 | 6 780,00 | 10 816,00 |
| 8 | 4 650,00 | 9 000,00 | 14 432,00 |
| 10 | 5 828,00 | 11 280,00 | 18 048,00 |
| 12 | 7 006,00 | 13 560,00 | 21 664,00 |
| 14 | 8 153,00 | 15 780,00 | 25 280,00 |
| 16 | 9 331,00 | 18 060,00 | 28 896,00 |
| * Материалы не учитываются | |||
Прайс-лист на вальцовку металлического листа диаметром от 2000 до 3000 мм
| Толщина металла | Диаметр/ длина D2000, L1500, руб. | Диаметр/ длина D2500, L1500 руб. | Диаметр/ длина D3000, L1500, руб. |
| 4 | 9 450,00 | 11 437,50 | 14 850,00 |
| 5 | 11 844,00 | 14 274,00 | 18 612,00 |
| 6 | 14 238,00 | 17 110,50 | 22 308,00 |
| 8 | 18 900,00 | 22 844,50 | 29 766,00 |
| 10 | 23 688,00 | 28 548,00 | 37 224,00 |
| 12 | 28 476,00 | 34 251,50 | 44 682,00 |
| 14 | 33 138,00 | 39 955,00 | 52 140,00 |
| 16 | 37 926,00 | 45 658,50 | 59 598,00 |
| * Материалы не учитываются | |||
Прайс-лист на вальцовку трубы
Качество готовой продукции зависит от нескольких факторов. Помимо характеристик проката значение имеет:
- оснащение оборудования
- профессионализм персонала
- точности выполнения технологического процесса.
Компания ЗМК «РЯБИНА» обладает трехвалковой гибочной машиной, позволяющей выполнять операции любой сложности. Вальцовка листового металла начинается с разработки проекта на заказ, настройки оборудования, моделирования деталей.
Для повышения характеристик готовая продукция проходит стадию криогенной обработки. Детали, изготовленные специалистами компании, приобретают повышенную прочность и устойчивость к истиранию, выдерживают высокие нагрузки. Срок службы продукта, подверженного обработкой карбидом, увеличивается в два раза.
А также, принимаем заявки по телефонам +7 (351) 220 70 35 ; +7 (499) 110-48-39 — звонок по России бесплатный

