

Горелка для аргонодуговой сварки
Горелка для аргонодуговой сварки
Время чтения: 4 минуты
Аргонодуговая сварка — это одна из самых популярных технологий на данный момент. Применение защитных газов в сварке (в частности аргона) позволяет формировать не только качественные, но и эстетичные швы.

В дополнение к сварочному полуавтомату для аргонно-дуговой сварки вам понадобится не только газовый баллон, но и горелка. О том, какими они бывают, как правильно выбрать и подключить мы расскажем в этой статье.
ТПК, он же ЛУАЗ 967
19 декабря 2010, 22:40
Родная горелка аргонной сварки имеет газовое охлаждение и безумно греется, особенно — при попытке варить алюминий обратной полярностью. Еще бы, тепловыделение при этом примерно втрое больше! Вот и возникла идея приколхозить водяное охлаждение. Получилось так:




Похожих записей не найдено.
14 комментариев
Отзыв:  0
0  1
1
А можно про аргоновую сварку поподробнее? Что даёт сварка обратной полярностью? И Вообще если можно пособие для новичка который только только начинает познавать премудрости аргоновой сварки! Или ткните носом где можно почитать? Ибо я понял что мне без такой сварки не обойтись! В моём транспортёре появилась очередная дырка при попытке выкрутить заднюю левую пробку. Причём было герметично вода не уходила а сама пробка вместе с резббой была вмята в кузов. Пара ударов на выправление куча отвалившейся ржавчины и дырка. Теперь даже боюсь за молоток братся вдруг ещё что случится. А вообще похоже действительно что битиё как тест на прочность уж лучше сейчас при ремонте чем на плаву потом! Спасибо автору за рассказ об аргоновом сварочнике и за то что цены вполне приемлимые без этого я-б и не думал что это доступно. Тем более что аппарат сочетает в себе и обычный сварочник а мне в своём доме он тоже будет нужен. Правда модели как у вас я не нащёл а предлагают этой-же фимы помощнее и подороже.
Отзыв: 1
Обратная полярность дает некую теоретическую возможность варить алюминий.
Помощнее — для нержи/железа нет необходимости, 180а хватает с избытком чтобы варить 5мм электродом или аргоном 10мм листы. Да и основное ограничение уже по сети идет, сварочники бОльшей мощности уже 3-фазные, куда их в гараже воткнешь
Если брать подороже, то лучше обращать внимание на наличие переменного тока — тогда можно будет варить алюминий «по-честному», либо на аппарат совмещенный еще и с плазморезкой: возможности она дает неописуемые.
Помимо самого сварочника, понадобятся: баллон (6000р новый/3000 б/у), редуктор — специальный аргоновый с измерителем потока (2000р, кислородный и прочие моветон), а также всяческая мелочевка: шланги, тройники.
>Теперь даже боюсь за молоток братся
Поэтому-то и говорил, что нужно было сразу все ободрать, простучать — сразу бы стало понятно где металл а где уже нет. К примеру, под ВСЕМИ поперечными усилителями на моем транспортере было уже решето с толщиной бумаги, но вот пробки нормально держались, так что если уже и пробка выгнила то про более капризные места и думать страшно!
PS. Я на днях приценился по нерже: лист 1м*2м*1.2мм марки 12х18н10т стоит около 5тыр, квадратная труба нужного сечения — порядка 500р/шт. Так что вполне бюджетно, учитывая разницу по сроку службы По толщине решил ограничиться 1.2мм: родной металл 1мм (даже тоньше из-за коррозии), к тому же нержа заметно жестче.
Отзыв: 0
Спасибо за ценные ответы-советы! Это уже избавило от нескольких ошибок! Ну проблемм с сетью у меня нет так-как я сам электрик и уже не представляю как можно обходится без 380v! Я живу в частном доме который еще в процессе достройки но это все-равно лучше чем в квартире. И я имея возможность сделал себе 3х фазный ввод всю проводку сделал собственноручно заложив провода с большим запасом вывел кучу розеток везде и теперь наслаждаюсь отсутствием хоть этой проблеммы. Но аппараты с напряжением 380 уже имеют цену заоблачную и явно не по карману! Есть модель TIG160 пост пер ток стоит 25т и модель с плазморезом но только под пост ток. 30т. Но возможность варить Алюминий мне кажется нужна больше чем плазморез. Я пока себе не представляю какие такие фантастические возможности дает плазморез. Я вполне нормально режу все «Болгаркой» может высокоточное вырезание ржи в там где «Болгаркой» Не подлесть? Растолкуйте незнающему пожалуйста! А по поводу того что надо было сразу простучать где ржа была так я не имел такой возможности перед покупкой: в машине стояли лавки на все борта и долесть было невозможно на полу линолеум прикрученный. А выгнила не сама пробка там даже после ударов нормально а дырка получилась рядом с местом сварки днища и боковины и не сильно широко а около сантиметра -полутора а дальше вроде цело ну и под наложенным металлом около краев тоже есть но вроде не насквозь . По центру масло спасло.
Отзыв: 0 1
Ну если люминь в планах — то TIG160 ac/dc самое то, главное помнить что токи сварки алюминия гораздо выше, и работать получится только по тонким листам: никакие заварки дисков/коллекторов и прочих толстых люмишек с «игрушечным» током 160А не получатся.
Плазморез нужен для фигурного раскроя — болгаркой узор не вырежешь Но да, вещь специфическая и нужная больше на производстве.
Забыл кинуть линку на тему «почитать о сварке», исправляю: http://www.chipmaker.ru/forum/139/
Отзыв: 0
Спасибо за ссылку огромное! Очень много интересного и полезного! Правда только беголо просмотрел но уже масса полезной инфы и разочарование!
Насчёт планов по сварке алюминия так и был прицел чтоб была возможность заваривать трещины в картере тотже коллектор да и на картере скутера от нащих дорог тоже могут трещины появится.НООО Как я уже понял токи нужны огромные а это значит цены запредельные! Удивляет разброс цен! Между TIG160 и 200 разница не такая и большая 4600р за 40А. И если-уж покупать то на 200А. Но похоже это погоды не сделает и этого всё равно будет мало! А вот дальше скачёк весьма высок и как я понинаю из-за того что на 380в считается промышленным а значит цена взлетает вверх.За разницу в 50А надо выложить уже 13500р. А вот дальше за 65А уже всего 2500р при такой цене аппарата и разнице в токах это уже считаю мелочь!
А расскажите как вы варили картеры и пр? Обратной полярностью? Я помню что это было только из интереса при покупке но мне просто интересно насколько возможно в перспективе будет использовать тот-же TIG 200 для возможных трещин? Или стоит подумать о большом трансе и осциляторе? Но как я понял что там тоже куча сложностей и проблемм. В частности что нет кучи нужных регулировок. А вообще после скрещивания токарного станка и Болгарки не приходило в голову скрестить TIG аргонник с трансформатором на большие токи? Чтоб транс работал под внешним управлением? Я понимаю что это надо городить схему кошмарой сложности и найти схему на инвертор либо самому копать долго изучая. Или Овчинка выделки не стоит?
Отзыв: 0
Пром. оборудование — это возможность зарабатывать деньги. Вот изготовители и вынуждают делиться
Для пробы я варил магний — ему нужны токи меньше чем алюминию. Пробовал обратной — не хватает, получилось прямой с подсыпанием обмазки электрода по алюмнию.
По трещинам в корпусных деталях можно попробовать с предварительным прогревом и с присадкой более легкоплавким прутком, у меня все же получилось заварить наплыв под резьбу на трамблере и на головке — но пришлось долго мучаться, и судя по отзывам с той линки для подобных работ надо таки брать «верхний» аппарат.
Самодельничать со сварочным оборудованием я завязал много лет назад — в области электроники нам китайцев не догнать Затраченное время/средства не окупятся, так что выгоднее взять приличного «китайца» чем ковыряться самому.
Отзыв: 0
греется, особенно — при попытке варить алюминий обратной полярностью.
Лучше охлаждать сопло-основная проблема в нем(у меня горелка с водяным охлаждением)-электрод перегревается и сопло тоже и керамика лопается.
Я сделал змеевик на сопло но пока не испытал.
Отзыв: 0
>Лучше охлаждать сопло
ЧЕМ лучше? Где происходит основное тепловыделение? Если греется сопло — то взять диаметр поболе и подачу газа увеличить.
> пока не испытал.
Вот в том-то и дело. К тому же у тех горелок, что попадались, вода охлаждает в основном рукоятку, и тепловое сопротивление от электрода оказывается весьма значительным.
Отзыв: 0
Так основное тепловыделение -на кончике электрода-он и сгорает.Толстое сопло-помогает,но не совсем(иногда хочется в труднодоступные места).
Вода охлаждает не рукоятку,а голову ну и подводящий кабель.
Отзыв: 0
>основное тепловыделение -на кончике электрода
Именно, с него поток тепла и распространяется по остальным деталям. Чтобы не горел электрод, его надо ставить минимум втрое толще, чем на прямую полярность — я например пользуюсь 4мм.
>Вода охлаждает не рукоятку,а голову
Значит зависит от конструкции горелки — в тех что мне попадались водяной канал был исключительно в основе рукоятки, а теплоотвод с электрода осуществлялся исключительно теплопроводностью латуни.
Отзыв: 0
4мм и ставил(хотя нержу на прямой 3мм и току 300А).
Сопло на обратной раскаляется докрасна,вот и идея если сопло охлаждать,может и эл-д не так гореть будет.
Отзыв: 0
Дык тепловыделение катода и анода отличается вчетверо! 4мм — это тонюськи варить током до 100А, на большие токи нужна другая конструкция самой горелки — с более интенсивным охлаждением электрода, более коротким соплом, етц. Для образца можно глянуть на промышленные горелки с током 750А
Отзыв: 0
Нормально! Мне было проще — моя примерно такая же малогабаритная горелка уже имела водяную рубашку, оставалось лишь взять бачек стеклоомывателя с насосом(запитать пониженным напряжением моторчик, чтоб подольше жил), радиатор от таврийской печки, и пару кулеров от компа — и дело в шляпе!
Отзыв: 0
Ну как подать жижу и как ее охладить — это уже не проблема, поэтому тут и не рассказывалось. Я еще мотору насоса мелкий компьютерный вентилятор присобачил, а то таки грелся.
Горелка для ювелирных работ своими руками

Среди самых полезных и функциональных приборов для домашней мастерской бензиновая горелка для пайки занимает одно из лидирующих мест.
Такой прибор способен качественно соединять всевозможные металлические конструкции с помощью технологии использования жидкого металла.
Устройство функционирует на основе бензовоздушной горючей смеси, которая образуется в горелке, и позволяет проводить дальнейшие работы по плавке.
Размещенный на ручке поворотный кран выполняет роль регулировщика направления и мощности пламени, что существенно упрощает процесс горения.
Сегодня плавку металлов проводят посредством двух разновидностей припоев:
- Легкоплавкими.
- Тугоплавкими.
Если при работе с легкоплавкими металлами используются практически все существующие виды паяльников, то в случае с тугоплавкими металлами приходится создавать максимальные температурные показатели.
Без применения горелки в таком случае просто не обойтись.
В настоящее время выделяют несколько разновидностей такого универсального приспособления, которые способны работать на основе разных топливных смесей, но при этом разогревать конструкцию до нужной температуры.
Среди самых распространённых и удобных горелок — модели для пайки и сварки, которые функционируют на газу или бензовоздушной смеси. Их можно приобрести в соответствующем магазине или попытаться создать самостоятельно.
Алгоритм сборки сварочного аппарата
Сборка оборудования для аргоновой сварки из инвертора достаточно проста.
- Подключите к инвертору защитный блок с осциллятором согласно схеме, приведенной выше.
- Кабель массы необходимо подсоединить к клемме осциллятора со знаком “+“. Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются наоборот.
- Подсоедините к рукаву с кабелем и газовым шлангом горелку.
- Прикрутите к баллону с аргоном редуктор.
- Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном.
- Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В.
После этого собранный своими руками сварочный аппарат TIG будет готов к работе. Но предварительно его следует правильно настроить.
Существующие режимы аргоновой сварки
Для надежного соединения элементов важно произвести подбор подходящего режима сварки.
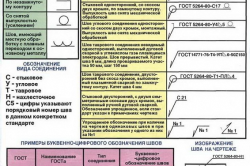
Обозначения сварных соединений.
Полярность и направление тока можно выбрать исходя из свойств соединяемых элементов. Основные стали нужно сваривать на постоянном токе с прямой полярностью. Алюминий, магний и остальные цветные металлы свариваются на обратной полярности или переменном токе. Чтобы по минимуму разогреть электрод и тщательно проплавить деталь, следует использовать прямую полярность.
Ток сварочного процесса нужно определять исходя из свойств элементов и электродов. Расход аргона будет зависеть от скорости существующих потоков воздуха. Если сваривание деталей производится внутри закрытого здания, то расход будет незначительным. Если сваривание элементов выполняется в условиях ветра, то расстояние между электродом и заготовкой нужно будет увеличить, так как поток воздуха может с легкостью снести используемый газ.
В процессе нагрева алюминиевых сплавов на основании возникнет пленка, которую будет тяжело расплавить. Данная пленка может быть разрушена путем соединения на обратной полярности. Аргон будет выступать не только газом для защиты, но и сможет быть плазмой проводки электричества.
При использовании аргоновой сварки можно будет получить качественный шов, глубина проплавления которого будет одинаковой. Это является значительным преимуществом при сварке тонкого металла, к которому есть доступ только с одной стороны.
Сваривать аргоновым способом непросто, потому важно знать все нюансы.
Практические газовые нюансы
Преимущество у покупной модели одно – это сертификат безопасности. Если по условиям ваших работ наличие такого сертификата обязательно, то и раздумывать нечего: газовую горелку нужно покупать. А вот если вы работаете самостоятельно, и от официальной бумаги вам не жарко и не холодно, то газовая горелка своими руками – отличное решение по всем статьям.
Зачем и почему? Во-первых, это вещь недешевая. Во-вторых, конструкция газовой горелки не слишком сложная, она будет вам по плечу, обещаем. Перед тем, как сделать газовую горелку своими руками, нужно принять во внимание кое-какую специальную информацию.
 Как происходят сварочные работы газовой горелкой.
Как происходят сварочные работы газовой горелкой.
Особенности газовых горелок:
- Первым делом – материал, из которого должно быть сделано сопло. Только тугоплавкий металл, ведь ваше устройство должно выдавать по-настоящему высокие температуры – вплоть до 1000°С, поэтому сопло должно быть устойчивым с таким температурам.
- Не экономим на кране, ведь от его качества будет зависеть ваша безопасность. Если вдруг начнется утечка, подача газа мгновенно перекрывается с помощью крана. Кран должен быть качественным, он не должен пропускать.
- Еще один элемент устройства, качество которого должно быть самым высоким – узел подключения к газовому баллону с редуктором или без него, если баллончик небольшого размера – тогда он с клапаном. Помним, что подавляющая часть аварий с «газовой» подоплекой происходит именно из-за дефектного запорного аппарата.
- Чаще всего используется пропан – это для вашей информации.
- По своей сути газовая горелка – это форсунка испарительного типа.
- Газовая горелка для пайки своими руками в принципе ничем не отличается от устройства для закаливания металлических деталей, так что она может быть сделана для самого разнообразного применения.
 Как устроена газовая горелка?
Как устроена газовая горелка?
Механизм действия устройства инжекторного типа:
- Газ подается по шлангу в результате давления, которое образуется в процессе испарения сжиженного газа внутри баллона. Этого давления вполне достаточно, чтобы газа поступающего газа хватало для возникновения и поддержки ровного постоянного пламени. Не на всех баллонах имеется редуктор, в этом случае поступление газа может регулироваться рабочим краном.
- Запорный кран – ни в коем разе не рабочий, у него совершенно другая функция, он крепится на вентиль баллона с единственной задачей – открывать или закрывать подачу газа.
- Струя газа подается в насадку через трубку подачи газа. Эта трубка переходит в ниппель, который формирует направление пламени. Этот ниппель вместе с трубкой подачи газа расположен в специальном вкладыше, функция которого – смешивание газа с воздухом.
- Вкладыш вместе с ниппелем и трубкой подачи газа регулируется винтом. Лучше всего делать устройство сборно-разборным, так как ниппель необходимо чистить в обязательно порядке.
- После формирования во вкладыше смесь газа и воздуха подается в специальное сопло насадки, в которое подается дополнительная порция кислорода из атмосферного воздуха. В насадке нужны вентиляционные отверстия, они позволят сделать пламя более ровным и стабильным.
Газовая горелка своими руками: инструкция по изготовлению

В этой статье мы рассмотрим, как изготовляется газовая горелка для пайки своими руками. Это приспособление часто востребовано и в частном хозяйстве, и в коммерческих целях – для индивидуального технического творчества и разного рода задач по строительству. В частности, с помощью газовых горелок проводят спаечные, слесарно-кузнечные, кровельные, ювелирные работы, получают и для других целей пламя, температура которого превышает 1500°C.
В слесарном деле при помощи газовой горелки можно раскалить металлическую заготовку, чтобы в итоге она получилась достаточно закаленной. При проведении сварочных работ с некоторыми металлами места будущих швов должны быть прогреты.
Параметры для изготовления горелки для пайки
Во-первых, устройство нужно делать из тугоплавких металлов. С правильно настроенной горелкой можно получить температуру свыше 1000°C.
Во-вторых, горелка должна быть оснащена надежным рабочим краном, который в случае опасной ситуации перекроет подачу газа.
В-третьих, нужно использовать надежный узел подключения к баллончику с клапаном или 5-литровому пропановому баллону с редуктором, который исключит риск возникновения аварий.
Ниже показана типовая схема и принцип действия инжекторной газовой горелки:
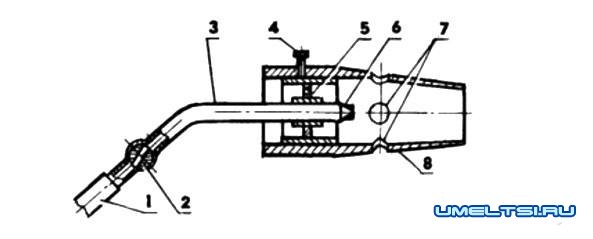
Горелка своими руками – чертежи


Внутренний диаметр трубки вкладыша (1) должен быть на 0,5 мм меньше, в сравнении с внутренним диаметром насадки. Внутри приварена шайба (2) с отверстиями для воздуха. Втулкой (2) фиксируется трубка с ниппелем.
Конструкция отличается тем, что при перемещении вкладки в насадке возможна регулировка подсоса воздуха через отверстия для вентиляции – и в итоге регулировка температуры огня в большом диапазоне.
Изготовление газовой горелки из подручных материалов: поэтапно
Список материалов и инструментов:
• дрель;
• болгарка;
• молоток;
• наждачная бумага;
• заготовки из латуни для форсунки рассекателя;
• тонкая латунная трубка диаметром 15 мм;
• деревянные бруски;
• тиски;
• силиконовый уплотнитель или ФУМ-лента;
• шланги для соединения;
• вентиль для регулировки.
Как изготовить форсунку и ручку

В первую очередь берем латунную трубку и приделываем к ней ручку – например, из старой горелки, или из деревянного бруска, перед этим его обработав. В бруске сверлим отверстие под латунную трубку с соответствующим диаметром. Засунув трубку в брус, закрепляем ее силиконом или эпоксидной смолой.

Далее приступаем к более трудоемкому и длительному этапу работы – изготовлению форсунки. Отверстие по размеру желательно должно быть 0,1 мм.
Сверлом можно проделать отверстие чуть больше, и затем края подогнать до 0,1 мм. Отверстие должно иметь правильную форму, чтобы пламя было ровное.
После этого фиксируем заготовку в тисках, берем молоток и аккуратно, в вертикальной плоскости с «оттяжкой» к середине заготовки наносим удары по будущей форсунке. Изделие равномерно прокручиваем для образования идеального отверстия.
Затем берем наждачную бумагу с мелкой зернистостью и шкурим головку форсунки. Для соединения с трубкой на заднюю часть изделия наносится резьба, также элементы можно просто спаять – но в дальнейшем ремонт деталей будет более сложным.
Теперь мы присоединяем устройство к газовому баллону и поджигаем его – горелка своими руками готова к работе. Однако здесь можно увидеть, что для регулировки газового потока можно только открывать и закрывать кран газового баллона, и так получить нужное пламя весьма сложно. Что мы можем сделать?
Как улучшить регулировку пламени

Для нормальной работы нашего самодельного агрегата мы установим на него рассекатель и кран. Кран монтировать лучше возле ручки, на расстоянии около 2–4 см, но можно закрепить и на подводящую трубку. Как вариант – взять кран горелки от старого автогена или другой аналогичный кран, который крепится резьбой. Чтобы уплотнить соединение, берем ФУМу-ленту.
Рассекатель устанавливаем на трубе с форсункой, он изготовляется из латуни, диаметр 15 мм. Самым оптимальным вариантом является деталь цилиндрической формы, где есть отверстие под трубку с форсункой.
В случае отсутствия таковой, делаем так:
1. Берем трубу из латуни диаметром 35 мм и отрезаем кусок 100–150 мм.
2. Берем маркер, отступаем от конца и намечаем 3–5 точек, с равным расстоянием между ними.
3. Сверлим в трубе отверстия 8–10 мм, берем болгарку и к ним ровно делаем пропилы.
4. Подгибаем все к центру и привариваем к трубе горелки.


