

Неисправности сварочного полуавтомата: ремонт
Неисправности сварочного полуавтомата: ремонт
Сварочные полуавтоматы являются простыми и надежными конструкциями. Но нет ничего вечного, даже самые качественные механизмы могут выйти из строя, в основном причинами могут служить нарушения правил эксплуатации.
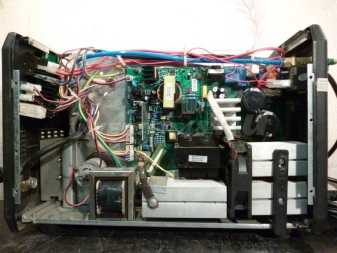
Устройство сварочного полуавтомата.
Чаще всего неисправности сварочного полуавтомата происходят в наиболее слабых местах оборудования. В данном механизме таким местом является клейменая колодка, к которой подключают сварочную проводку. При плохом контакте в совокупности с повышенными показателями сварочного тока может произойти перегрев соединений и подключенных к нему кабелей. Это приведет к разрушению соединения, впоследствии обгорает изоляционный слой на концах обмоток и может произойти короткое замыкание.
В этом случае перебираются нагревающиеся соединения, зачищаются контакты и зажимы для создания хорошего прилегания контактов всех элементов. Могут произойти и другие неисправности.
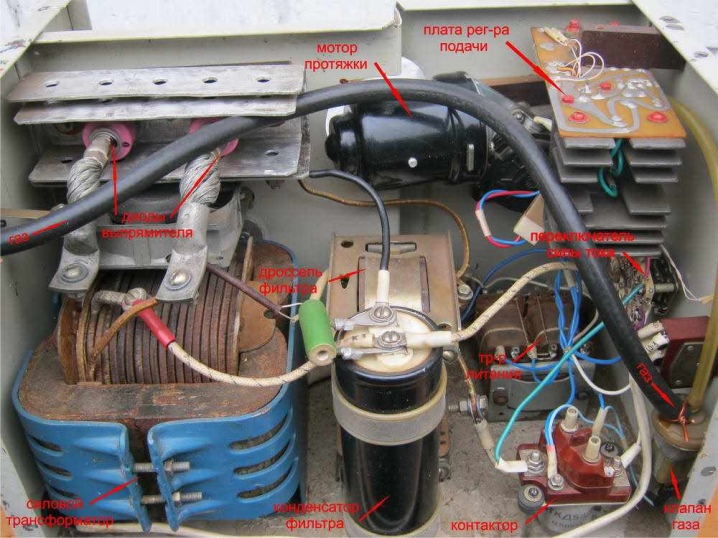
Составные элементы сварочного полуавтомата
Прежде чем начинать ремонт сварочного полуавтомата своими руками, следует четко представлять себе, из каких узлов и агрегатов состоит полуавтомат.
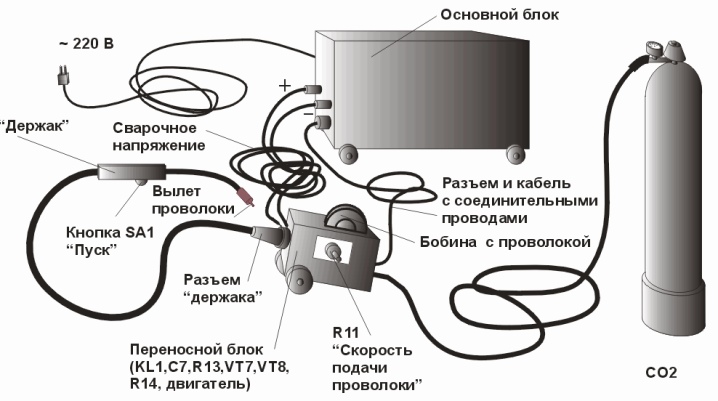
Стандартная структура сварочного полуавтомата включает в себя следующие узлы и агрегаты:
- источник электропитания;
- устройство для подачи присадочной проволоки;
- источник инертного газа;
- держак с горелкой.
Источник питания, в свою очередь, состоит из трансформатора, выпрямителя, дросселя и других элементов.
Для сварки деталей из любых металлов и сплавов, главным фактором, определяющим качество шва, является стабильность горения дуги.
В процессе обеспечения этой стабильности участвуют все перечисленные элементы.
Устройство подачи присадочной проволоки представляет собой сложный механизм.
Если подача присадочного материала происходит с задержкой, то это сразу же отрицательно отразится на качестве сварного соединения.
Полуавтомат качественно варит только в таком состоянии, когда все узлы и агрегаты точно настроены и действуют синхронно.
Невозможно добиться высокого качества сварного шва и в том случае, когда защитный газ подается в зону горения дуги с перебоями. Газ может подаваться из баллона или специальной газораспределительной системы.
Нарушение подачи может происходить по разным причинам, которые необходимо обнаружить и устранить.
Мелкие неисправности и проблемы с горелкой
- Авторизуйтесь для ответа в теме
#1 димедрол
- Наверх
- Вставить ник
#2 Evgen
Последним временем начала залипать проволка в рукаве.
- 1
- Наверх
- Вставить ник
#3 МИХА75

- Город: Н.Тагил
Последним временем начала залипать проволка в рукаве. Замена наконечника проблему решает ненадолго а тратиться на новый рукав пока не охота.У кого была подобная проблема пожалуста поделитесь решением пока я свой старий рукав не покромсал. Зарание спасибо.
- 1
- Наверх
- Вставить ник
#4 димедрол
- Наверх
- Вставить ник
#5 copich

- Город: Москва
Подозрения были или на спираль или на плохой контакт токопровода на обжимах в рукаве
Если варите нерж или чермет, то спираль (канал) стальная.
Если алюминий — тефлоновый канал вам нужен.
Если будете использовать тефлон на черняге или нерже, то он у вас просто будет быстро выходить из строя (протираться)
Канал это так же расходный материал. Обычно проверку я осуществляю: снимаю усилие с прижимных роликов и за торчащий конец проволоки начинаю тянуть держась за горелку (упираясь в сопло). Ход должен быть легкий. Если тянется тяжело, то точно канал под замену.
- 1
Начните себя уважать и тогда вас то же будут уважать.
работайте на оборудование которое будет доставлять вам радость и тогда работа будет в сладость!
- Наверх
- Вставить ник
#6 димедрол
- Наверх
- Вставить ник
#7 copich
- Город: Москва
Да собственно, мы здесь для этого! Удачи!
P.S. Если у вас 4-х роликовый механизм, то для него специальная система есть по настройки прижима. Позволяет не заминать проволоку, не деформировать, минимизировать обсыпку омедненки, а следовательно и уменьшить расход каналов. Если так, то поделюсь инфой.
- 1
Начните себя уважать и тогда вас то же будут уважать.
работайте на оборудование которое будет доставлять вам радость и тогда работа будет в сладость!
- Наверх
- Вставить ник
#8 temu4en
про «веселые» неиправности горелки. Привезли 3 горелки на полуавтомат,плановая замена. Новые красивые. Ставлю..Работаю..вдруг резкий нагрев ручки и трах бах обрыв дуги и тишина. Пытаюсь сначала просто понять что? там может быть такого? Вытаскиваю канал..а он перегоревший почти на выходе там где трубочка изогнутая крепится, вроде все понятно, ток идет по каналу а не по проводу..но почему? Разобрал всю! всю! горелку по винтику (начальник в шоке и непонимании. купил новую горелку а я ее потрошу! )Так вот все резьбовые соеденения были промазаны силиконом!! Представляете!? Уплотнили! уроды! Вторая горелка повторила судьбу первой у коллеги. а третью сразу разобрали не стали ждать. и везде одна и та же картина, силиконовый уплотнитель на резьбе! бесценный опыт
- Наверх
- Вставить ник
#9 YRGEN
Ну вобщем то что называете спиралью, энта штука именуется как БАУДЕН.И его время от времени желательно вытягивать и продувать а лучьше промывать в керосине и продуть.Забивается она от того что всеравно от протяжки проволки образуется металлическая пыль и под воздействием магнитного поля втягивается внутрь вместе с проволкой.
про «веселые» неиправности горелки. все резьбовые соеденения были промазаны силиконом!
Марка производителя горелок.И не понятно про какие уплотнения идёт речь промазанных силиконом.Про Бинцель и Фрониус я Вам могу сказать что напруга там идёт по силовому кабелю и они не разборные.Буду ремонтировать сфоткаю.
- Наверх
- Вставить ник
#10 necaevsergej726
- Наверх
- Вставить ник
#11 Sakhalin_Cat

- Город: Южно-Сахалинск
Сообщение отредактировал Sakhalin_Cat: 05 Февраль 2014 04:25
- Наверх
- Вставить ник
#12 Илария

- Город: Саратов
поверхность подготовленна.Думал проволока не подходит
- Наверх
- Вставить ник
#13 alex937
Время идет, мир торопится. А я хочу совершенства!

- Город: Новокузнецк Алексей
Лучше ждать долго и получить то, что должен, а не получить быстро то, что тебя недостойно.
- Наверх
- Вставить ник
#14 Илария
- Город: Саратов
Вы п/а варите в чистом аргоне,без СО2?
- Наверх
- Вставить ник
#15 Георгий 11
Просьба не хамить мне,а не то буду жмать кнопку жалоба

- Город: Орел
- Наверх
- Вставить ник
#16 АВН
Про Бинцель . . я Вам могу сказать что напруга там идёт по силовому кабелю и они не разборные
- Наверх
- Вставить ник
#17 alex937
Время идет, мир торопится. А я хочу совершенства!
- Город: Новокузнецк Алексей
, вопрос по алюминию вроде, зачем тут смесь?
Лучше ждать долго и получить то, что должен, а не получить быстро то, что тебя недостойно.
- Наверх
- Вставить ник
#18 necaevsergej726
- Наверх
- Вставить ник
#19 YRGEN
Поставил наконечник по алюминию 1мм именно по аL но он длинее на 3мм чем по чёрному металлу.Хочу спросить это может повлиять на обазование шва
Ну во первых наконечник Вам нужно поставить 1,2, во вторых нужно поменять бауден с простого на тефлоновый, в третьих прижим проволоки на минимум, в четвёртыж наконечник должен быть втоплен в мундштук мм на 3-4.Ну и конечно тренировки.Но и нужно осознавать то что шов как в ТИГ Вы не получите, нужен аппарат затаченный под сварку алюминия.
Эргономика

В плане горелок удобство влияет не только на качество шва. От него зависит эффективность работы в целом и безопасность процесса для сварщика.
Выбирая горелку для полуавтомата, стоит присмотреться к стыковочным элементам. Они отвечают за комфорт поворота инструмента, уменьшая деформацию запястья. У моделей FUBAG стыковочный элемент выполнен из эластичного формованного полимера. Что обеспечивает максимальное удобство использования горелки.

Далее обратите внимание на рукоятку горелки. Рассматривайте те варианты, где используется термостойкий изоляционный материал. Именно он защищает сварщика от высоких температур и воздействия электрического тока.

Форма горелки должна быть анатомически удобной. Горелка должна «лежать» в руке. Идеально, если есть прорезиненные вставки — они дополнительно защищают от скольжения. Лучше всего если кнопка запуска будет расположена под пальцами – это влияет на скорость команды и точность операций.

Последнее на что стоит акцентировать внимание в рамках эргономики – наличие евроразъема. С ним подключение горелки будет быстрым и безопасным. Помимо этого, расширится спектр возможных аппаратов для совместного использования.

Настройка инвертора
Для обеспечения качественной работы полуавтомата при небольших габаритах, лучше всего использовать трансформаторы тороидального типа. У них самый высокий коэффициент полезного действия.
Трансформатор для работы инвертора подготавливают следующим образом: его необходимо обмотать медной полосой (шириной 40 мм, толщиной 30 мм), защищенной термобумагой, необходимой длины. Вторичная обмотка выполняется из 3 слоев жести, изолированных друг от друга. Для этого можно воспользоваться фторопластовой лентой. Концы вторичной обмотки на выходе необходимо спаять. Чтобы такой трансформатор работал бесперебойно и при этом не перегревался, необходимо установить вентилятор.
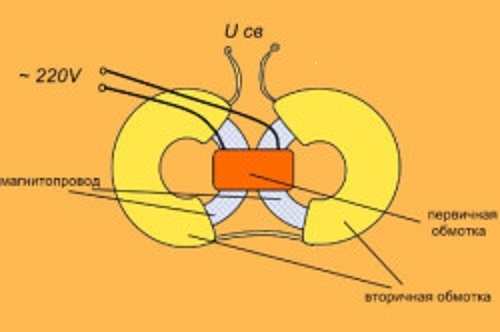
Схема намотки трансформатора
Работы по настройке инвертора начинаются с обесточивания силовой части. Выпрямители (входной и выходной) и силовые ключи должны иметь радиаторы для охлаждения. Там, где расположен радиатор, который наиболее нагревается в процессе работы, необходимо предусмотреть термодатчик (его показания в процессе работы не должны превышать 75 0 С). После этих изменений силовую часть подключают к блоку управления. При включении в эл. сеть должен загореться индикатор. С помощью осциллографа необходимо проверить импульсы. Они должны быть прямоугольными.
Частота их следования должна быть в интервале 40 ÷ 50 кГц, и они должны иметь временный интервал 1,5 мкс (время корректируется путем изменения входного напряжения). Индикатор должен показывать не менее 120А. Не лишней будет поверка устройства под нагрузкой. Это выполняется путем включения нагрузочного реостата 0,5 Ом в сварочные провода. Он должен выдерживать ток в 60А. Проверяется это с помощью вольтметра.
Правильно собранный инвертор при выполнении сварочных работ дает возможность регулировать ток в широком диапазоне: от 20 до 160А, а выбор силы рабочего тока зависит от металла, который необходимо сварить.
Для изготовления инвертора собственными руками можно взять компьютерный блок, который должен быть в рабочем состоянии. Корпус необходимо усилить, добавив ребра жесткости. В нем монтируется электронная часть, выполненная по схеме Саныча.
Про дроссель и сварочную горелку
Дроссель для сварочного полуавтомата своими руками сделать вполне по силам. Для этого потребуется трансформатор и эмальпровод, диаметр которого не превышает 1,5 мм. При наматывании после каждого слоя укладывается изоляция. С помощью шины размером 2,5х5,4 мм нужно плотно намотать 24 витка. Концы шины оставляют по 30 см.
 Дроссель для сварочного полуавтомата
Дроссель для сварочного полуавтомата
Сердечник прокладывается кусочками текстолита с зазором как минимум 1 мм. Для наматывания дросселя еще используют металл от цветного телевизора лампового типа. Однако в этом случае удастся установить лишь одну катушку. Полученное устройство способно стабилизировать ток сварки и выдавать свыше 24 В при токе 6 А.
Сварочная горелка является конечным рабочим органом, обеспечивающим подачу углекислого газа, дуги напряжения и электродной катанки в зону сваривания. Рекомендуется пользоваться готовым пистолетом, где есть пусковое устройство, рукав для подключения газа и подачи сварочного металла.
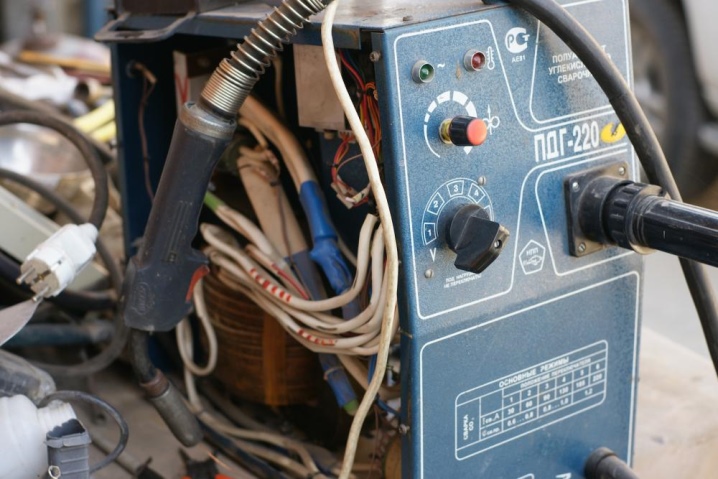
Диагностика и возможные неисправности
Все сварочные полуавтоматы снабжены инструкциями по эксплуатации и обслуживанию, где прописаны наиболее распространённые неисправности, их возможные причины и способы устранения. Поэтому рекомендуется сначала диагностировать дефектный аппарат с помощью этой инструкции.
Владельцу и пользователю сварочного аппарата полуавтоматического типа должны быть известны основные составные части этого агрегата.
Их нужно знать хотя бы для того, чтобы уметь устранять самые элементарные поломки аппарата, например, заменить перегоревший предохранитель в плате управления. А не зная, где находится электронный блок, нельзя найти и предохранитель. Не стоит, конечно, везти из-за такой мелочи аппарат в сервис или вызывать мастера на дом.


Основные узлы полуавтомата для сварки:
- система электропитания;
- линия подачи присадочной проволоки;
- электронная плата управления агрегатом;
- источник газовый;
- горелка.
Сварщику необходимо знать не только устройство горелки, но также и принцип работы (и расположение) остальных компонентов сварочного аппарата.
Перечислим наиболее часто встречающиеся поломки полуавтоматов, которые происходят либо в механической части конструкции аппаратов, либо в электронной.

Механические
Нередко бывает, что сразу нельзя понять, что происходит со сварочным аппаратом и где начать искать причину. Например, он не включается вообще или включается, но не варит, а если варит, то дуга нестабильная. В таких случаях возможными причинами могут стать плохие контакты, причём как в соединениях подачи электричества к аппарату, так и в электрических устройствах в самом агрегате.
Возможна ситуация, при которой происходит внезапное отключение сварочного аппарата во время работы. Одной из вероятных причин такой неприятности является срабатывание защиты от короткого замыкания в электрических цепях сварочного оборудования.

Ещё одной частой неисправностью сварочных полуавтоматов является перегрев.
Причины здесь кроются либо в некачественных контактах, либо в настройках силы тока к процессу сварки (недопустимо высокой), либо в изношенных деталях. Если не регулируется величина сварочного тока, то причиной может являться попадание внутрь кожуха регулирующего механизма постороннего предмета, который мешает перемещению вторичных катушек регулятора. Кроме того, возможны износ винта регулятора либо короткое замыкание между его зажимами.
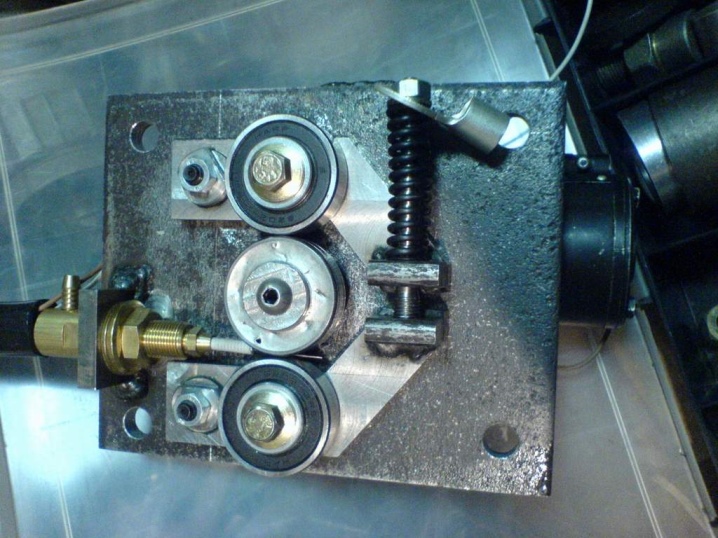
Отсутствие дуги в некоторых случаях также является результатом плохих контактов в кабелях и месте присоединения к свариваемой детали. Случаются проблемы с подачей присадочной проволоки: подача запаздывает или возникает сильное трение в канале подачи. Это может происходить при ослаблении прижимного механизма или нарушения его регулировки.
Все перечисленные выше неисправности в большинстве случаев нетрудно исправить самостоятельно, не прибегая к помощи специалистов.

Электронные
Самостоятельным ремонтом электронной платы системы управления и электрической схемы сварочного аппарата, не имея каких-либо основательных знаний в области электротехники и электроники, заниматься не рекомендуется ввиду сложности этих составляющих компонентов.
Но всё же знание того, каким образом производится диагностика электронной части агрегата с целью выявления неисправностей, будет полезно пользователю.
Проверку электроники рекомендуют производить по определенному алгоритму. Причём делать это нужно после того, как та или иная поломка не устранилась в результате проведённых диагностических и профилактических мероприятий в механической части агрегата.
- В первую очередь проверяются все предохранители, имеющиеся в системе.
- Демонтируется плата управления, визуально оценивается работоспособность деталей на ней (пайка, целостность, внешний вид и другие признаки).
- Если визуальный осмотр не дал результатов, следует проверить исправность деталей платы тестером, выпаивая каждую из них по очереди. После проверки исправная электронная деталь устанавливается на место, а тестирование продолжается далее.
Если причина неисправности в плате управления, то испорченная деталь обязательно обнаружится.


В заключение можно заменить подозрительные элементы схемы и поменять термостойкое покрытие радиаторов охлаждения полупроводников.
Только хорошо отлаженное сварочное оборудование способно стабильно работать без серьёзных поломок. А несложные проблемы можно решить самостоятельно. Стоит отметить, что часто одни и те же неисправности со сварочным полуавтоматом могут возникнуть как по механическим, так и по электронным причинам. Именно поэтому диагностирование неисправностей и выявление их причин иногда может затянуться. Причём сам ремонт обычно занимает совсем немного времени.


Настройка напряжения сварочного полуавтомата
- Настройка скорости подачи проволоки должна производиться каждый раз при смене напряжения или смене проволоки на проволоку с другим диаметром. Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.
- Сначала настраивайте напряжение, а потом под него подстраивайте скорость подачи проволоки. То есть, скорость подачи проволоки должна быть настроена под скорость, с которой она будет плавиться.

- Регулятор скорости подачи проволоки также служит другой цели – регулирует силу тока. Напряжение и сила тока взаимосвязаны и, в некоторой степени, базируются на размере проволоки и её скорости. В полуавтомате установленное напряжение остаётся неизменным, но сила тока немного меняется в зависимости от скорости подачи проволоки и вылета электрода (проволоки). Таким образом, чем быстрее подача проволоки к месту сварки, тем больше силы тока и выше температура сварки, но для конкретного, установленного типа напряжения это лишь небольшой диапазон изменения силы тока.
- Проволока вне процесса сварки (без электрической дуги) движется быстрее. Когда образуется дуга, скорость проволоки снижается.
- Как узнать, что настройки подачи проволоки правильные? Для этого нужно попробовать сваривать. Если скорость слишком высокая для вашей настройки напряжения, то проволока будет сгибаться, при касании с металлом, не успевая расплавиться, и будет много брызг. Если скорость слишком медленная для вашей настройки напряжения, то проволока будет сгорать до того, как коснётся металла, и будет забиваться наконечник. Таким образом, при неправильной настройке скорости подачи проволоки, сварка вообще не получится. Этот параметр нужно настраивать экспериментальным путём. Важно выставить правильное напряжение для конкретной толщины свариваемого металла и пробовать варить, а скорость подачи проволоки регулировать в процессе.
Переделка
Перед тем как сделать полуавтомат из инвертора, прибор, например, серии Циклон, нужно подвергнуть переустройству его токовый преобразователь.
На катушки преобразователя накручивается медная полоска, укрытая термобумагой. Простой толстый кабель применять не рекомендуется, потому как под нагрузкой он будет греться. С температурным воздействием охладители могут не совладать, из-за чего перегревается и отключается весь аппарат.
Вторичная обвивка создается из трех слоев, они хорошо изолируется фторопластовой лентой. Окончания одной обвивки спаиваются для улучшения проводимости.
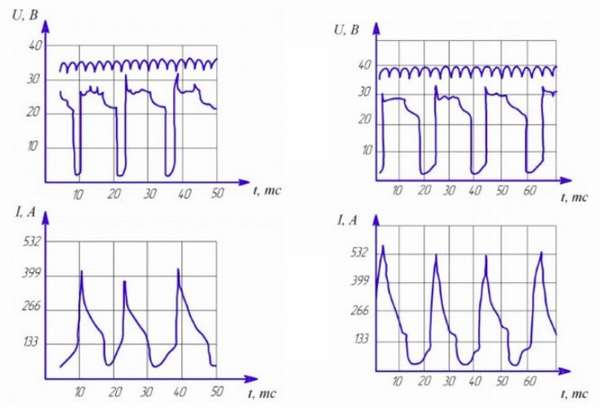
Осциллограммы напряжения, прямого и обратного тока представлены на рисунке.
Любой из аппаратов не серийного изготовления восприимчив к влиянию грязи и пыли. Потому эти приборы необходимо чистить не реже одного раза в квартал. Периодичность чисток принимается в соответствии с интенсивностью работ. В противном случае не избежать частых ремонтов.
Основное преимущество полуавтоматов – компактные размеры и небольшой вес. Не менее важным считается и возможность работы как на постоянном, так и на переменном токе. Аппараты могут применяться для сваривания цветных металлов и чугуна.
К недостаткам приборов можно отнести использование в ограниченном температурном диапазоне – при показаниях термометра выше -15°С. Из-за этого полуавтоматы не годятся для северных районов и не могут полноценно работать в зимний период. Инверторные полуавтоматы применяются преимущественно в теплое время либо в отапливаемых помещениях.
 Игорь Корнеев, сварщик, стаж работы 20 лет: «Сварочники-самоделки применяются для сооружения малых конструкций для бытовых целей. Для профессионального применения и серийного производства их использование не рационально».
Игорь Корнеев, сварщик, стаж работы 20 лет: «Сварочники-самоделки применяются для сооружения малых конструкций для бытовых целей. Для профессионального применения и серийного производства их использование не рационально».

