

Как и чем паять нержавейку в домашних условиях: советы, видео, фото
Как и чем паять нержавейку в домашних условиях: советы, видео, фото
Пайка нержавейки является достаточно трудоемкой процедурой, однако не вызовет особых проблем, если знать все особенности ее выполнения. Со значительно меньшим количеством трудозатрат можно паять нержавеющие стальные сплавы, которые содержат не более 25% хрома и никеля. Более того, пайка нержавейки с таким химическим составом позволяет получать надежные соединения изделий из разнородных металлов, исключая сплавы с магнием и алюминием.

Отремонтированная методом пайки велосипедная рама
Пайка нержавеющей стали, содержащей в своем составе значительное количество никеля, может вызывать определенную сложность. Это связано с тем, что в таких сплавах при нагреве до температуры 500–700° появляются карбидные соединения. Интенсивность формирования таких соединений зависит от продолжительности нагрева, поэтому пайку следует выполнять максимально оперативно.
Чтобы минимизировать риск образования карбидных соединений в структуре нержавейки при пайке, в состав сплава добавляют титан, а после формирования соединения изделие подвергают термической обработке. Следует очень аккуратно подходить к пайке наклепанных нержавеющих сталей, поверхность которых под воздействием нагретого припоя может покрываться трещинами. Чтобы избежать таких последствий, необходимо исключить нагрузку соединяемых деталей в процессе пайки. Кроме того, можно выполнить предварительный отжиг соединяемых изделий.

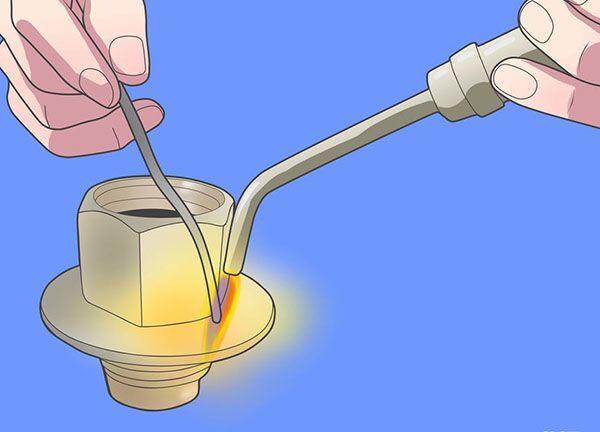
Для отжига используйте газовую горелку
На выбор припоя, при помощи которого можно паять нержавейку, оказывает влияние как химический состав сплава, так и условия технологического процесса. Так, если данный процесс осуществляется при повышенной влажности окружающей среды, то следует использовать серебряные сплавы, в состав которых входит незначительное количество никеля. Пайка в условиях печи, а также в относительной сухой атмосфере выполняется с использованием хромоникелевых и серебряно-марганцевых припоев.
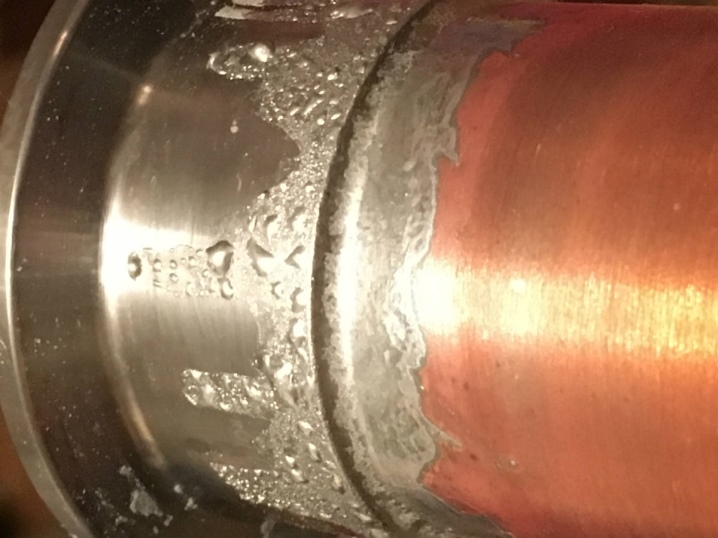
Наиболее распространенным типом флюса, который применяется при пайке нержавейки, является бура, наносимая на место будущего соединения в виде пасты или порошка. Расплавление буры на поверхности соединяемых деталей способствует равномерному и наиболее аккуратному нагреву участка будущего шва до требуемой температуры – 850°. Только после того как требуемая температура нагрева достигнута, что можно определить по изменению цвета места будущего соединения до светло-красного, в стык между деталями вводится припой.

Флюс наносится равномерным слоем по всей поверхности, которую необходимо предварительно очистить
После окончания пайки на месте соединения присутствуют остатки флюса, которые удаляются путем промывки водой или пескоструйной обработки. Для выполнения такой процедуры нельзя использовать азотную или соляную кислоты, которые, хотя и эффективно очищают оставшийся на поверхности деталей флюс, оказывают негативное влияние как на основной металл, так и на использованный припой.
Особенности
Чтобы спаять нержавейку, может быть использован припой разных составов. Особенность заключается в том, что в таком материале преимущественно должно присутствовать олово. Мягкий припой традиционно относится к маркам ПОС. В нем преобладает содержание олова, что придает ему плавкости и тягучести.
Такой состав позволяет припою проникать во все обрабатываемые участки, существенным образом улучшая адгезию.

Преимущество олова заключается еще и в том, что этот материал является превосходным раскислителем. Недостаток мягких припоев заключается в невысокой прочности получаемого соединения. В твердом припое тоже содержится достаточное количество олова. Для твердости в припой такого типа добавляется серебро. Припои с таким составом обозначаются ПСр.

Работа с припоем из олова имеет множество преимуществ.
- Доступность используемых материалов. Купить такой припой можно в большинстве магазинов по незначительной цене.
- Хорошая плавкость состава.
- Легкое проникновение материала в труднодоступные участки. Это обеспечивается хорошей текучестью состава.

Недостатки тоже имеются, но они не такие существенные. К ним можно отнести: высокую текучесть состава, незначительную прочность соединения (опять же из-за мягкости припоя). Кроме того, запаянные изделия нельзя нагревать до температуры, при которой припой начнет плавиться.
Например, если запаять чайник и поставить его на огонь, то в какой-то момент припой может просто потечь. В итоге образуется дырка на месте даже самого качественного шва.
Еще из-за высокой текучести таким припоем сложно обрабатывать наклонные и вертикальные поверхности.
Используемое оборудование
Правильная работа с предметами из нержавейки требует теоретической подготовки и ознакомления с самим процессом посредством видеоматериалов. Для паяния нержавеющего металла в домашних условиях используется следующее оборудование и материалы:
- электропаяльник порядка 100 Вт или же газовая горелка;
- флюс для пайки нержавейки в виде особой паяльной кислоты;
- шлифовальная шкурка, металлическая щетка или же напильник;
- растворитель (ацетон);
- припой;
- защитные перчатки и ткань для протирки.
Помимо основных инструментов, материалов могут понадобиться дополнительные принадлежности в зависимости от вида обрабатываемой детали. Припаивание изделий крупных размеров может потребовать использование электропаяльника большей мощности. Это необходимо для хорошего прогрева мест соединения. Учтите, что данный электроинструмент используется исключительно при работе с мягкими (легкосплавными) припоями типа ПОС или же из олова. Чистый металл отлично подходит для ремонта посуды, где в качестве флюса применяется ортофосфорная кислота. Она обеспечивает превосходную схватываемость сплава на месте спайки.
Технология пайки

Сварка нержавейки полуавтоматом.
Сначала паяемые стальные детали нужно очистить и от загрязнений, и от окисной пленки. Обычно это делают металлической щеткой, наждачной бумагой или шлифовальным кругом. Затем их надо обезжирить ацетоном или любым другим растворителем. После этого на места будущего соединения деталей следует нанести флюс (если, конечно, не используется комбинированный припой, уже покрытый им).
Далее требуется их разогреть или облуженным жалом паяльника, или газовой горелкой. Важно, чтобы в ее пламени не было избытка кислорода, иначе металл будет окисляться. В норме оно должно иметь ярко-синий цвет. Если же пламя слабое и бледно-синее, значит, оно насыщено кислородом.
Плавно перемещая горелку, следует разогреть все соединение. Периодически нужно прикасаться к нему припоем, чтобы выяснить, достигнута ли необходимая температура. Об этом можно судить, когда припой начнет плавиться, но не от пламени горелки, а от раскалившегося металла.
Тогда нужно сразу укладывать припой в область стыка, продолжая подогревать детали, чтобы припой расплавился и постепенно заполнил весь стык. Если жидкого припоя окажется недостаточно в каком-то месте, его следует прогреть сильнее, и он сам устремится к этому месту. Признак прочной пайки – вытекание излишков расплавленного припоя из зазоров шва.
Если конструкции паяемых деталей позволяют, целесообразно сначала залудить их в местах будущих контактов припоем, а потом соединить и прогреть до температуры его плавления. При таком способе соединение обычно достигает большей прочности. Не беда, если не вся поверхность деталей залудится с первого раза. На неудачные места нужно нанести флюс повторно и снова прогреть их паяльником или горелкой. Эту процедуру повторяют до тех пор, пока все поверхности деталей не покроются равномерным слоем припоя.
Пайка листовой стали внакладку особенно необходима при различных жестяных работах, ремонте автомобильных кузовов. Соединять их можно не только способом предварительного лужения, но и с помощью паяльной пасты, в которой припой сочетается с флюсом. Ею нужно покрыть контактную область одной из подготовленных деталей, потом зафиксировать их зажимами и нагреть шов с обеих сторон.
Имеет свои особенности пайка твердым припоем (см. видео), например, латунью. В качестве флюса используется бура. Разогревать детали следует дольше и сильнее, так как латунь плавится при температуре в 1000° С.
Как правильно паять в домашних условиях
Чтобы правильно припаять между собой две заготовки из нержавейки, надо грамотно подготовиться к процессу. Для этого в качестве флюса лучше использовать ортофосфорную кислоту или хлорид цинка, который обычно называют паяльной кислотой. Паяльник нужен мощностью 100 Вт. Что касается припоя, то в домашних условиях проще паять нержавейку оловом.

Первый этап процесса – очистка кромок двух деталей из нержавейки. Для этого используется наждачная бумага или напильник с мелкими насечками. Затем надо провести облуживание подготовленных кромок.
Для этого соединяемые плоскости обрабатывают флюсом, затем паяльником разогревают припой, который наносят на концы двух заготовок. Припой должен остаться на жале паяльника, а уже от него должен быть перенесен на плоскости, которые предстоит залудить.
Если олово не прилипло к нержавейке, то процедуру надо повторить, предварительно нагрев концы соединяемых деталей.
Как только облуживание произошло, можно переходить к пайке с внесением в зону соединения флюса и припоя. По окончанию процесс кислота смывается водой.
Рекомендации профессионалов
Есть много людей, которые, так сказать, в работе с пайкой «собаку съели». И они делятся личным опытом, полученным на практике, давая полезные рекомендации:
- Паяльник лучше всего выбирать с необгораемым жалом.
- Электрический паяльник нужен мощностью 60-100 Ватт. Самый оптимальный паяльник 100 Ватт. Менее мощный паяльник не сможет прогреть металл.
- Ортофосфорная кислота лучше всего служит в роли флюса.
- В качестве пропоя желательно применять оловянно-свинцовые прутки. Также можно использовать олово в чистом виде. Нужно сказать, что оловом лучше паять предметы посуды, так как чистое олово в себе не содержит свинца.
- При работе с пайкой необходимо использовать средства индивидуальные защиты.
- Пайка обязана происходить в хорошо проветриваемом и открытом помещении.
Основные ошибки во время пайки
 Если во время подготовки, выбора материалов или в процессе пайки сделана ошибка, то припой может не растекаться по поверхности и не скреплять детали. Бывает так, что детали перед пайкой были недостаточно качественно зачищены или плохо разогрелись. Зачастую это происходит с изделиями большого размера. Наконечник паяльника после любого сеанса необходимо хорошо очищать, а чтобы была возможность ювелирных работ, его жало время от времени необходимо затачивать.
Если во время подготовки, выбора материалов или в процессе пайки сделана ошибка, то припой может не растекаться по поверхности и не скреплять детали. Бывает так, что детали перед пайкой были недостаточно качественно зачищены или плохо разогрелись. Зачастую это происходит с изделиями большого размера. Наконечник паяльника после любого сеанса необходимо хорошо очищать, а чтобы была возможность ювелирных работ, его жало время от времени необходимо затачивать.
Чтобы получить качественное соединение, не стоит паять нержавеющую сталь чистым свинцом либо использовать канифоль. Если припой из олова, то работать с ним бывает довольно сложно из-за его слабой консистенции. Если олово не плавится больше чем до состояния теплого пластилина, то, вероятней всего, держать соединение оно не будет, постоянно ломаясь и крошась. Оптимальное состояние олова для крепления – если оно похоже на жидкость.
Качественный припой, который уложен по всем правилам, можно лишь поцарапать, но не отделить от участка спаивания нержавеющей стали. Чтобы не испортить соединение в дальнейшем, после пайки изделию необходимо дать время остыть в состоянии покоя. Когда стык остыл, его чистят от флюса и припоя, которые остались по краям, и затем тщательно промывают с мылом.
Выбор материалов и инструментов
Инструменты для пайки нержавейки: электрический паяльник, газовая горелка, флюс, припой, металлическая щетка, растворитель.
Электропаяльник должен иметь мощность не менее 60 Вт, оптимальное значение – 100 Вт, так как маломощный не нагреет до нужной температуры детали. Если припой нужно положить на детали большого размера, используется паяльник мощнее. Удобнее и быстрее работать с паяльником, жало которого необгораемое, он более долговечен. Технические особенности паяльника ограничены различными обстоятельствами. Разогреть этот инструмент способен только мягкие и низкоплавкие припои. Детали, теплоотвод у которых очень велик, спаять им тоже проблематично. Температура жала паяльника выбирается в зависимости от припоя, чтобы было возможно его расплавить. Слишком большая мощность в домашних условиях не требуется, так как вызовет только перерасход энергии, а при пайке мелких деталей перенагрев может их сжечь.
Желательно приобретать такой паяльник, который имеет переменный уровень нагрева. Такой инструмент прослужит дольше и будет экономить энергию. Паяльник, который имеет непрерывный нагрев, постоянно работает на предельной мощности, выйдет из строя значительно быстрее. Его жало откалывается и разрушается под действием высоких температур долгое время. Обычным паяльником невозможно расплавить латунь, для этого металла требуется воспользоваться газовой горелкой. Ее использование значительно усложняет пайку даже в том случае, если использовать компактного типа газовый баллончик.
Выбирая припой, чаще всего мастера отдают предпочтение прутьям из сплава свинца и олова.
Порядок работ при пайке нержавейки.
Существует припой, в который добавляют кадмий. К категории легкоплавких относятся припои на основе цинка, но ими нельзя пользоваться с углеродистой и низколегированной сталью, так как сцепление между ними плохое и непрочное. Для нержавейки лучше всего подходит припой из чистого олова, к тому же только припой такого типа можно использовать, если запаянное место будет находиться в контакте с пищевыми продуктами.
При пайке в сухой атмосфере или при печной могут быть использованы припои серебро-марганцовые, хром-никелевые или чистая медь. Такой металл, как медь, чаще всего имеет недостаточное растекание по поверхности, поэтому применяется латунь, чтобы припаять медь к нержавейке. Если пайка происходит в коррозийных условиях, можно паять серебряными тинолями с небольшим добавлением к ним никеля.
Помимо припоя, требуется еще и флюс, для пайки стали не подходит привычная канифоль. Этот материал хорош для того, чтобы паять медь, но для использования на нержавейке флюс должен быть активным. Такие флюсы, как паяльная или ортофосфорная кислота, после нанесения сразу же требуют начинать работу. Когда при нанесении на места пайки нержавейки ортофосфорной кислоты проходит много времени, на поверхности она образует затрудняющую пайку фосфатную пленку.
Очень часто в качестве флюса выступает бура, которая порошком или пастой наносится на шов. Как только она расплавлена, начинают нагревать остальной материал до красноты, и по достижении 850°С припой вводится в шов.
Недостатки пайки нержавейки оловом 

- Пайка уступает многим другим процессам получения неразъемного соединения по крепости, так что для ответственных конструкций ее нельзя применять;
- Из-за применения олова температурный диапазон эксплуатации деталей снижается, так как материал может расплавиться;
- Остаются сложности с поведением нержавейки в жидком состоянии.
Режимы пайки оловом
Температура пламени горелки, градусов целься
Подготовка оборудования и необходимых материалов
Пайка оловом нержавейки предполагает правильный подбор инструментов и прочего оборудования. Для этого вам понадобится:
- Паяльник или газовая горелка;
- Растворитель;
- Припой;
- Металлическая щетка;
- Флюс;
- Защитные перчатки;
- Ткань для протирки.
Паяльник желательно брать мощностью в 100 Вт, так как менее мощные модели не смогут расплавить материал.

Паяльник для пайки нержавейки
Если речь идет о соединениях больших размерах, то здесь может потребоваться и более мощный паяльник. Жало инструмента должно быть необгораемым, так как это существенно увеличивает срок его службы. Следует отметить, что возможности паяльника являются ограниченными, так как он может работать только с легкоплавными припоями. Для такой пайки лучше всего подойдут бруски чистого олова или прутки из серии ПОС.

Бруски олова для пайки нержавейки
Первый вариант хорошо подходит для посуды и прочих емкостей, так как не содержит примесей. В качестве флюса лучше всего для данной разновидности использовать ортофосфорную кислоту. Ею необходимо обрабатывать места, где будет паяться металл и тогда схватывание будет на куда более высоком уровне.
Выбор припоя и других материалов
Пайка нержавейки паяльником предполагает грамотный подбор припоя, так как от него будет зависеть качество соединения. Одной из самых популярных в данном планет является серия «ПОС». В отличие от обыкновенного олова, которое продается для пайки в виде брусков, имеет еще дополнительные вкрапления свинца, что изменяет свойства материала. Стоит обратить внимание на марки:
- ПОС50Кд18;
- ПОС-61;
- ПОС-40.
В них может содержаться не только олово, но еще и кадмий, свинец и прочие металлы. Если вам нужно паять детали, которые будут соприкасаться с пищевыми продуктами, то в материале, кроме олова, ничего лишнего не должно быть, так как остальные вещи могут оказаться вредными для здоровья. Для нержавейки сложно подобрать флюс, так как далеко не каждый тут сможет пригодиться. Здесь требуется, так называемый «активный флюс», в качестве которого выступает паяльная кислота, ортофосфорная кислота или хлористый цинк. Желательно, как только он будет нанесен на поверхность, сразу начинать процедуру, чтобы флюс не взялся пленкой.
Технология пайки нержавейки оловом
Перед тем как начнется пайка нержавейки оловом, требуется очистить от окисной пленки, которая может образовываться на поверхности металла, а также от прочих загрязнений. Это делается при помощи металлической щетки или наждачной бумаги.

Зачистка металла перед пайкой
Затем проходит процедура обезжиривания, для чего понадобится растворителем, для чего можно использовать и ацетон.Когда поверхность будет очищена можно наносить флюс, если вы не используете комбинированный припой, который уже содержит его в своем составе.
Далее происходит разогрев при помощи горелки или жала паяльника. При использовании горелки нужно следить за уровнем кислорода, так как при его избытке металл будет окисляться. Для распознавания такого параметра, необходимо обратить внимание на цвет пламени, так как в перенасыщенном составе оно будет светло-синим. Необходимо разогреть все место соединения до такой температуры, чтобы припой мог расплавиться.

Он должен плавиться не от горелки, а от разогретого ею металла. Припой укладывается в область, где находится стык, это делается постепенно, пока не будет заполнена вся область.
Это следует делать, пока излишки не начнут вытекать из зазоров, тогда можно гарантировать наилучшую степень схватывания.»
Контроль качества
Для этого используется ГОСТ 19249-73. Здесь могут использоваться методы контроля с разрушением и без. Среди них выделяют такие как:
- Радиационный контроль;
- Технический осмотр;
- Радиоскопический метод;
Меры безопасности
Когда происходит пайка нержавеющей стали оловом в домашних условиях, то следует соблюдать правила электробезопасности. Главной проблемой является то, что можно обжечься при контакте с паяльником, разогретым металлом или припоем. Также следует избегать вдыхания испарений металлов.

