

Технология пайки медных труб в домашних условиях: работа в 9 простых шагов
Технология пайки медных труб в домашних условиях: работа в 9 простых шагов
Водопроводная разводка или системы отопления из медных труб обходятся недешево, но они прочны и долговечны. Поскольку медь обладает высоким коэффициентом теплопроводности,хорошими антикоррозийными и антибактериальными свойствами, трубопровод из нее эффективен и долговечен. Пайка меди в домашних условиях не представляет сложности:на трубы надевается раструб-муфта, а затем шов герметизируется. Вместо использования раструба иногда расширяют конец одной трубы и вставляют в нее другую. Такое соединение удобно тем, что для него не требуется фитингов, а срок службы равен длительности жизни самих труб.
- Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
- Необходимые материалы и приспособления: олово и другие
- Процесс пайки
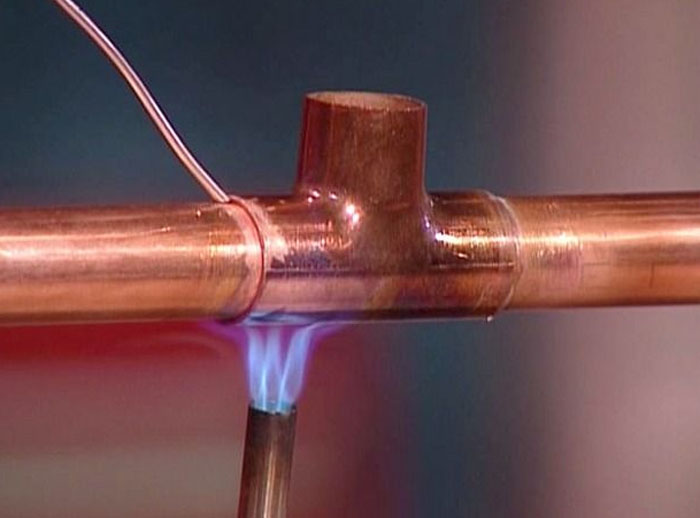
- Как правильно паять медь газовой горелкой
- Пайка паяльником в домашних условиях
Обзор метода пайки и припоя
Пайка – это получение неразделимого соединения путем ввода припоя между деталями. Припой имеет температуру плавления ниже, чем у соединяемых деталей и благодаря капиллярному эффекту равномерно распределяется по поверхности медных труб независимо от их положения. Повысить коэффициент адгезии и улучшить пайку позволяет применение флюсов и зачистка соединяемых поверхностей. Различают два метода пайки медных труб:
- Низкотемпературный – используется для бытовых систем. Соединение происходит при пайке твердым припоем с температурой выше 450 °С, мягким припоем – менее 400 °С.
- Высокотемпературный – применяется для систем со значительной нагрузкой. Плавление припоя происходит при температуре 600-900 °С.
Мягкий припой представляет собой проволоку диаметром от 2 до 3 мм, изготовленную из свинца, олова, сплавов из них, иногда с добавлением серебра или других элементов. Твердый припой выполняется в виде стержней. Соединение с его применением отличается стойкостью к высоким температурам и давлению.
Для соединения труб из меди применяют мягкий и твердый припой
Распространены также самофлюсующиеся медно-фосфорные припои, содержащие серебро. Они отличаются более высокими деформационными характеристиками, жаростойкостью (до 200 °С), безопасностью для окружающей среды, улучшенной текучестью и не вызывают коррозию. Добавление фосфора позволяет снизить до 750 °С температуру плавления меди, а практически равные коэффициенты температурного расширения меди и припоя повышают прочность соединения.
Необходимые инструменты и материалы
Чтобы соединения труба-труба или труба-фитинг были герметичными и со временем не утратили свои эксплуатационные качества, необходимо использовать специальный инструмент и материалы, изготовленные проверенными производителями.
Инструменты, которые планируется применять постоянно в сборке трубопроводов из медных труб, рекомендуем покупать в специализированных маркетах, а для разовых работ сгодятся товары из китайских интернет-магазинов.
Минимальный набор для капиллярной пайки включает в себя ряд приспособлений.
Для удобства использования горелки иногда применяют тиски, если процесс пайки производится на столе или верстаке.

Чтобы быстро и эффективно очистить внутреннюю поверхность трубки, вместо ручного ершика можно использовать насадку для шуруповерта.
Инструменты для пайки
Перед началом работы нужно подготовить специальные инструменты и приспособления для пайки медных соединений. Вам понадобится:
- Газовая или кислородная горелка для пайки меди (с азотом, ацетатом и т. д.);
- Припой (для капиллярной пайки согласно ГОСТ Р 52955-2008);
- Щетка (жесткая, но не металлическая) и абразивная бумага для зачистки медных соединений;
- Фитинги или другие соединяемые элементы;
- Паяльный флюс.
Нужно отметить, что если работа производится на трубных соединениях, то еще может понадобиться фаскосниматель, расширитель, специальное устройство для резки. Все эти приспособления можно найти у профессионального сантехника, чтобы не покупать их.
 Фото — горелка
Фото — горелка
Горелки для меди бывают: профессиональными (для работы с твердыми припоями), для разогрева труб и пайки мягкими пастами, полупрофессиональными или комбинированными. Также есть специальные фены, которыми производится мягкая пайка. Они позволяют быстро разогреть место стыка температурой до 650 градусов.
- Твердые. Они представлены стержнями определенного диаметра, который подбирается исходя из определенного зазора при соединении. Используется при соединении меди с железом в системах водоснабжения, подвода газа и системах кондиционирования. Этот припой может быть с фосфором или серебром;

 Фото — твердый припой
Фото — твердый припой - Мягкие могут быть как в виде пасты, так и тонкой проволоки до 3 мм диаметром. Они производятся со свинцом, оловом. Также иногда процесс осуществляется ортофосфорной кислотой.
Также для соединения медных сплавов обязательно нужно использовать флюс. Он выполняет несколько полезных функций: способствует лучшему растеканию припоя по металлу, защищает место обработки от кислородной пленки, очищает шов от окиси. Флюсы бывают с бурой (для различных высокотемпературных припоев), применяется для среднеплавких соединений золота, меди, бронзы, чугуна, нержавейки. Внешне они выглядят как паста, наносятся специальной кистью.
 Фото — флюс-паста
Фото — флюс-паста
Щетки и абразивные листы (наждачная бумага) нужны для того, чтобы после окончания работ удалять с места шва остатки припоя. Фитинги подбираются исхода из потребных соединений (они могут быть разветвляющими, угловыми, изогнутыми и т. д.).
 Фото — паяльник
Фото — паяльник
Материалы для пайки
Правильно подобранные материалы обеспечат стойкое соединение медных труб при пайке газовой горелкой.
Припой для пайки медных труб
 Припой различается на твердый и мягкий. Твердый припой продается в виде стержней. Паяют твердым припоем при температуре около 900 градусов. Благодаря твердому припою можно добиться очень прочных соединений, поэтому его применяют при строительстве систем газо- и водоснабжения, систем охлаждения и кондиционирования.
Припой различается на твердый и мягкий. Твердый припой продается в виде стержней. Паяют твердым припоем при температуре около 900 градусов. Благодаря твердому припою можно добиться очень прочных соединений, поэтому его применяют при строительстве систем газо- и водоснабжения, систем охлаждения и кондиционирования.
Самыми распространенными и удобными считаются медно-фосфорные припои с добавкой Cu94 и припой с добавкой серебра Cu94 P6 Ag2. Благодаря шестипроцентной добавке фосфора существенно снижается температура плавления меди (до 750 градусов). Припой и медь имеют практически одинаковые коэффициенты температурного расширения, что благоприятствует прочному соединению.
Мягкий припой поставляется в виде проволоки с диаметром 2–3 мм. В основном используется для соединения труб методом низкотемпературной пайки (около 300 градусов) и применяется в бытовых условиях. Производится на основе олова, свинца и сплавов из них в которые добавлены серебро и другие элементы.
Флюс для пайки
Правильный выбор флюса имеет большое значение если хочется получить качественное соединение. Флюсы различаются на низкотемпературные (до 450 градусов) и высокотемпературные (более 450 градусов).
Основное предназначение флюсов:
- очищают поверхность трубы от окисления;
- защищают места спайки от воздействия кислорода;
- улучшают растрескивание припоя;
- повышают сцепление металла с припоем.
Для того чтобы расплавленный припой растекся под действием капиллярных сил и покрыл медь, поверхность, предназначенную для спаивания необходимо зачистить. После чего нужно нанести пасту (флюс) для спаивания медных труб. Наносить ее следует равномерно тонким слоем при помощи кисти. После завершения процесса пайки остатки флюса необходимо удалить. Это делается чтобы избежать коррозии металла и утечек.
Фитинги под пайку
Элементы для поворотов, отвода труб и перехода на резьбы называются фитингами. У них имеется регламентированный диаметр раструбов, в которых соблюдается необходимый зазор для труб определенного диаметра.
Цена фитингов довольна высока. В местах, где возможно обойтись без фитингов место соединения обрабатывают труборасширителем.
Разновидности горелок
 Все горелки делятся на несколько групп. Профессиональные, способные выполнять работу с особо твердыми припоями. Эти системы могут выполнять пайку мягкой пастой и разогревать детали.
Все горелки делятся на несколько групп. Профессиональные, способные выполнять работу с особо твердыми припоями. Эти системы могут выполнять пайку мягкой пастой и разогревать детали.
Кроме, перечисленных выше устройств, существуют также фены, для проведения мягкой пайки. С их помощью место стыка, можно быстро разогреть до температуры 650 градусов.
Горелки классифицируются также и по другим параметрам. К примеру, чтобы обрабатывать большие объемы, необходимо мощные установки, оборудованные газовыми баллонами, закрепленными стационарно. Когда проводится небольшая пайка меди, достаточно иметь бытовой агрегат и одноразовый баллон.
На отдельной позиции находятся ацетилено-кислородные системы. Они немного отличаются от обычных устройств, которыми можно паять медь. Но их также часто используют в промышленности и бытовых условиях.
Каждая горелка отличается своей мощностью, которая рассчитывается с учетом температуры плавления и используемого припоя при выполнении пайки медных деталей.
К примеру, чтобы пользоваться твердыми припоями, работают с профессиональным оборудованием. Если работы будут проводиться мягкими и одновременно твердыми припоями, вполне достаточно иметь полупрофессиональное устройство.
Каждый вид пайки пользуется определенными газовыми смесями, имеющими разный состав. Бытовые устройства, отличаются небольшим весом и компактным исполнением. Они работают на газе, смешанным с воздухом. Такие системы больше всего подходят для пайки деталей небольших размеров и диаметров.
В случае использования газа, смешанного с кислородом, выполняется пайка самых разных металлов, независимо от их габаритов. Такую пайку применяют на профессиональных устройствах, на которых крепление баллонов имеет стационарный характер.
Чтобы паять медные трубы, сегодня на строительном рынке реализуются хорошо зарекомендовавшие себя российские устройства:
- Профи-Тулс;
- Аллгаз;
- Донмет.
Большой популярностью пользуются иностранные устройства:
- Rothenberger;
- Kemper;
- Virax;
- Rems;
- Uniweld.
Ассортимент паяльного оборудования меди достаточно большой. Профессиональные системы высшего класса, это всегда гарантия надежности работы паяльной аппаратуры.
Ручные горелки для пайки медных деталей
 Такие компактные аппараты, дают возможность проводить работы на маленькой кухне или в другом небольшом помещении.
Такие компактные аппараты, дают возможность проводить работы на маленькой кухне или в другом небольшом помещении.
Ручные системы всегда оснащаются одноразовым баллоном, заполненным газовой смесью. Это может быть:
- Пропан;
- Бутан;
- Ацетилен.
Ручка держатель оборудована вентилем, с помощью которого выполняется настройка длины факела. Такой горелкой можно нагреть детали, чтобы провести пайку с использованием любого припоя. У подобного оборудования имеется несколько преимуществ:
- Многофункциональность. Можно регулировать силу пламени, устанавливать скорость нагрева, при помощи смены сопел. Обычно в комплект входит более пяти различных размеров;
- Безопасность. Горелка оборудована обратным клапаном, блокирующим подачу газа, независимо от направления;
- Автономность. Для ручного прибора не нужно иметь источник питания. При выполнении всех требований технологического процесса, получается качественный паяльный шов;
- Горелка оборудована отражателем пламени. Это дополнительное приспособление сводит к минимуму потери тепла. Прогрев заготовки происходит равномерно, все окружающие предметы защищены от контактирования с открытым пламенем. Такой отражатель, позволяет выполнять пайку меди в самых труднодоступных местах.
Самые популярные горелки и их изготовители
 Отечественные ручные горелки выпускаются фирмой «Донмета», аппаратура которой завевала большую популярность на российском рынке. Фирма выпускает очень много самого разного ручного оборудования, которое способно работать на любых газовых смесях, по вполне доступной стоимости.
Отечественные ручные горелки выпускаются фирмой «Донмета», аппаратура которой завевала большую популярность на российском рынке. Фирма выпускает очень много самого разного ручного оборудования, которое способно работать на любых газовых смесях, по вполне доступной стоимости.
К примеру, горелка ГЗУ, выполняет работу при подаче смеси кислорода и пропана. В набор входит несколько видов насадок, имеющих разные габариты. Различные модели способны паять детали, используя все виды припоя, с минимальным расходом газа.
Если рассматривать зарубежные горелки, работающие на пропане, то самым дешевым аппаратом будет китайская горелка типа «KOVICA KS-1005 KIT» использующая цанговый одноразовый баллон. Минимальная стоимость горелки начинается с 1500 рублей.
Самый известный аппарат «РОФЛЭЙМ ПЬЕЗО», предназначенный для выполнения низкотемпературной пайки, стоит намного дороже. За него придется заплатить более 3200 рублей.
Горелка марки Virax, работающая на пропане и оборудованная пьезоподжигом, продается по цене, превышающей 4200 р.
В Европе очень популярна горелка Castolin. Это устройство может отлично работать со смесью бутана и пропана или использовать МАРР газ. Классическая модель оценивается в 1600 р. Ее модификация, оборудованная регулятором давления, клавишей фиксации пламени, всевозможными сменными соплами, будет стоить 2300 р.
Горелка, большой мощности, марки «СУПЕР ФАЙЕР 3» снабжена пьезоподжигом, имеет предохранительный клапан и самую разную комплектацию. Ее минимальная стоимость начинается с 7000 рублей. Этой горелкой можно паять трубы, диаметром более 35 мм. Работы ведутся мягким припоем. Трубы, диаметром менее 28 мм, можно запаять только твердым припоем.
Оборудование, выпускаемое итальянскими предприятиями типа Kemper, способно выполнять работу с баллонами одноразового типа. В набор входят сменные жала и специальные насадки. Минимальная стоимость 1500 рублей.
Также оцениваются и горелки, сделанные в США типа Bernzomatic. Немного больше стоят газовые паяльные горелки тайваньского производства. Ярким представителем является «DAYREX-22». Данная горелка имеет максимальную температуру нагрева 1300 градусов. Она имеет в комплекте несколько дополнительных деталей:
- Губку;
- Припой;
- Насадки.
Большой популярностью пользуется немецкая горелка REMS. Эти модели оснащены самоподжигом, имеют турбонаддув и способны работать с различными видами газовой смеси.
На пропане работает горелка Rems Blitz. Она выполняет мягкую пайку деталей, с получением качественного шва, диаметр которых менее 35 миллиметров. Температура нагрева точечного пламени, достигает 1950ºC.
Ацетиленовое оборудование марки Rems Macho функционирует на ацетилене. Она может выполнять мягкую или жесткую пайку деталей, диаметр которых менее 64 мм. Максимальный нагрев пламени равен 2500ºC. Эта горелка отличается высоким качеством, считается очень экономичной. Однако ее стоимость достаточно высока. Для приобретения придется заплатить более 10000 рублей.
В тех случаях, когда использование газовой горелки для пайки меди невозможно, пользуются строительным феном. Он направляет горячий воздух, нагретый до температуры, вполне достаточной, чтобы начал плавиться припой.
Профессиональные газовые горелки
 Безусловно, такое оборудование дает самые надежные соединения, когда паяются трубы больших размеров. Такие системы легко транспортировать, так как они установлены на передвижную тележку.
Безусловно, такое оборудование дает самые надежные соединения, когда паяются трубы больших размеров. Такие системы легко транспортировать, так как они установлены на передвижную тележку.
Монтаж водопровода в городской квартире можно сделать также ручным инструментом. Однако соединения, где необходимо получить высокую прочность и надежность, например, газовые трубы, должны паяться только с применением профессионального оборудования. Но бывают и исключения. В кондиционере установлены медные трубы, имеющие небольшой диаметр, поэтому их паяют ручной горелкой, медным припоем, с примесью серебра.
Чтобы паять медные трубы, установленные в холодильных установках, применяют оборудование, работающее на пропане и кислороде. Эта установка состоит из нескольких деталей:
- Горелка;
- Шланги;
- Редуктора;
- Баллоны.
Стоимость профессионального оборудования намного превышает цену ручного инструмента. К примеру, система «АЛЛГАЗ 2000 PS» оценивается в 21000 рублей.
Каждая горелка имеет свое конкретное предназначение. Поэтому выбирать ее нужно в соответствии с технологическими требованиями и создавшейся необходимостью.
Специальный инструмент для пайки медных труб.
Самым популярным сварочным аппаратом, используемым специалистами для соединения газовых, водопроводных труб, монтажа систем кондиционирования и охлаждения, несомненно, стала газовая горелка для медных труб. Их отличает удобство использования, экономичность, безопасность, возможность регулировки силы пламени для каждого конкретного вида работ.
Классификация горелок проводится по их производительности, применяемому газу и мощности. Например, для выполнения больших объемов на стройках или в ЖКХ нужны мощные аппараты со стационарными газовыми баллонами. Для выполнения небольших объемов подойдут бытовые аппараты с одноразовыми баллонами. К отдельному виду относят ацитилен-кослородные газовые горелки для пайки медных труб, которые имеют некоторые конструкционные отличия, но также применяются как в бытовом, так и в промышленном объеме при пайке твердыми припоями.

Мощность горелки определяется в зависимости от того, какой припой для медных труб с какой температурой плавления будет использован. Так, для пайки твердыми припоями применяют профессиональный пост, а если пайка может быть выполнена как с мягкими, так и с твердыми припоями, достаточно полупрофессионального аппарата.
Для разного вида пайки используют газовые смеси, отличающиеся по составу. На смеси газ-воздух работают преимущественно бытовые горелки, обладающие компактными размерами и небольшим весом. Они наиболее приспособлены для использования при пайке труб небольших диаметров. Смесь газ-кислород позволяет проводить пайку труб из различных металлов и с любыми диаметрами. Она используется в основном в профессиональных станциях, где баллоны закреплены стационарно.
Оборудование для пайки медных труб представлено на рынке как отечественными аппаратами, например, Профи-Тулс, Аллгаз, «Донмет», так и зарубежными брендами Rothenberger, Kemper, Virax, Rems, Uniweld или BernzOmatiс. Выбор большой и приобретение оригинального профессионального оборудования будет гарантировать надежность и качество работы газосварочных аппаратов.
 Чтобы создать герметичное соединение между деталями различного назначения, используется горелка для пайки медных труб твёрдым припоем.
Чтобы создать герметичное соединение между деталями различного назначения, используется горелка для пайки медных труб твёрдым припоем.
Это устройство отличается несколькими положительными характеристиками:
- экономичность,
- безопасность,
- регулировка пламени,
- лёгкое обслуживание.
Газовые аппараты для сварки делятся на несколько видов.
Решающее значение при выборе имеют:
 тип газа,
тип газа,- производительность,
- мощность.
Для большого объёма работы используются мощные устройства, оснащённые стационарными баллонами. Когда требуется выполнить несколько ручных операций, применяется паяльник и горелки газовые для пайки с одноразовым баллоном.
Ацетиленовые системы используются для паяльных работ с применением твёрдого припоя, когда требуется запаять большие диаметры.
Температура плавления применяемого припоя становится определяющим фактором при подборе горелки. Чтобы паять медные трубки твёрдыми припоями, используются профессиональные виды газовых горелок. Для работы с более мягкими припоями операцию выполняют полупрофессиональным устройством.
Для каждого типа пайки применяются разнообразные газовые смеси. Например, газ-воздух подаётся в системы небольшого веса и компактных габаритов. Такое оборудование для пайки медных труб обрело большую популярность, особенно когда нужно запаять трубы малого диаметра.
Газ-кислород позволяет проводить пайки деталей любого диаметра. Смесь может работать с любым материалом. Этот комплект, имеющий стационарное крепление баллонов, используется на профессиональных станциях.
Инструмент для проведения пайки
Для достижения высококачественной пайки, необходимо иметь специальное оборудование. К нему относятся:
- Труборез.
- Фаскосниматель.
- Труборасширитель. Позволяет не использовать фитинги. Расширяет торец трубы.
- Металлический ёрш.
- Отражатель пламени. Крепится прямо на сопло. Даёт возможность пользоваться горелкой около горючих материалов, сохраняет тепло, способствует равномерному прогреву медной трубки.
Выбор газовой горелки
 Мастер подбирает оборудование, учитывая все требования разработанного технологического процесса. По мощности горелки определяют тип баллончика. Он бывает двух видов: стационарный и ацетилен — кислородный.
Мастер подбирает оборудование, учитывая все требования разработанного технологического процесса. По мощности горелки определяют тип баллончика. Он бывает двух видов: стационарный и ацетилен — кислородный.
Профессиональные горелки используют твёрдый припой. Для работы в бытовых условиях применяются газовые горелки с мягким припоем. Применение полупрофессиональных систем позволяет паять детали независимо от того, какой припой. Также горелку можно изготовить самостоятельно.
Специальный электрический термофен позволяет пользоваться мягким припоем. Этот инструмент даёт возможность сохранять определённое значение температуры плавки. В случае необходимости её можно регулировать. Специальные насадки направляют струю нагретого воздуха на конкретный участок детали.
Сегодня промышленность выпускает большой ассортимент горелок, однако все они имеют одинаковые базовые компоненты:
- фиксирующие приспособления для установки баллона,
- головки,
- редуктор,
- регулятор струи газа,
- форсунки,
- переходник,
- наконечник.
Температура плавления у бытовых горелок — 1000 —1500 градусов, у промышленных — 1500 — 2000 градусов.
От используемой газовой смеси зависит тип горелки:
- Пропановые. Получили самое большое распространение.
- Работающие на MAPP-газе. Отличаются поддержкой мягкого топлива, высокоэффективным сжиганием газа.
- Ацетилен — кислородные. Оснащаются стационарно зафиксированными газовыми баллонами. Часто применяются для создания магистрального трубопровода.
Самыми удобными считаются горелки, работающие с одноразовыми газовыми баллонами. Они способны работать, независимо от вида газовой смеси. Регулировка струи газа осуществляется поворотом ручки вентиля редуктора.
В отличие от стационарных установок горелки, имеющие хороший одноразовый баллон, обладают несколькими положительными качествами:
- Лёгкая транспортировка.
- Простое обслуживание.
- Не требует наличия электричества.
- Выполняет разные задачи, за счёт крепления нескольких видов сопел.
- Управление силой пламени.
- Полная безопасность. Благодаря обратному клапану происходит быстро перекрывание подачи газа.
- Высококачественная пайка.
Единственным недостатком этих систем считается необходимость установки нового баллона после окончания работ.
Технология пайки
Для достижения качественной пайки с использованием газовой горелки, необходимо соблюдать определённые правила:
- Поверхность деталей должна быть очищена от грязи. Категорически запрещается пользоваться царапающими материалами.
- Для исключения попадания воздуха внутрь шва, поверхность сцепления должна быть покрыта флюсом.
- Нагрев деталей должен происходить равномерно. Припой не должен перегреваться. Соединение получится низкого качества.
- Между поверхностями припаиваемых труб должен оставаться зазор (25— 125 мкм.).
- Чтобы в дальнейшем не появилась коррозия, флюс должен быть удалён.
В процессе пайки следует обязательно соблюдать чёткую последовательность операций.
- Поверхность металла зачищается от грязи и окислов, после чего обезжиривается. Для этого в ход идут металлические щётки, различные абразивы и растворители. Как вариант – спирт.
- Детали тщательно фиксируются. Если идёт речь о пайке труб, рекомендуется зафиксировать их с помощью специальных струбцин. Это важно не только при выполнении соединения встык, но и в том случае, когда трубы вставляются одна в другую.
- Металл как следует прогревается. Только после этого, если есть необходимость, на его поверхность наносится флюс. Проще всего это сделать с помощью кисточки.
- Распределить по поверхности труб заранее измельчённый припой невозможно. Поэтому наносить его следует постепенно, наращивая массу и равномерно распределяя состав по поверхности детали. Следует следить за тем, чтобы материал не приставал к жалу, своевременно производя очистку инструмента. Следует следить за тем, чтобы не оставалось пропусков, а шов получился герметичным.
Соединённые таким образом трубы или другие детали из меди будут способны выдерживать значительные нагрузки и прослужат долго.

