

Горелки, резаки, редукторы, баллоны, электроды
Горелки, резаки, редукторы, баллоны, электроды
Газовая сварка используется для нагрева металла высокотемпературным пламенем, образующимся в результате сгорания горючего газа ацетилена в смеси с кислородом. В некоторых случаях вместо ацетилена могут использоваться его заменители: пропан-бутан, метан, пары бензина или керосина, МАФ (метилацетилен-алленовая фракция).
Основное преимущество газовой сварки в том, что не требуется источника электроэнергии и дополнительного дорогостоящего оборудования. Сварку можно производить даже в полевых условиях. Газовая сварка особенно удобна при сварке труб малого диаметра в труднодоступных местах.
Ацетиленовая горелка является основным инструментом при ручной газовой сварке. В горелке смешиваются в необходимых пропорциях кислород и горючий газ (ацетилен, пропан). Образующаяся смесь вытекает из канала мундштука горелки и сгорает, выдавая устойчивое пламя, которым расплавляется основной и присадочный металл в месте сварки.
Сварочные горелки, предлагаемые Вашему вниманию, позволяют выполнять не только ручную сварку, но и пайку, нагрев черных и цветных металлов и сплавов с применением газового пламени. Горелки отличаются простой и ремонтопригодной конструкцией, снабжены сменными наконечниками для различных толщин металлов. Сертифицированы, надежны и безопасны в работе при соблюдении элементарных правил эксплуатации.
2 Основные характеристики резаков Kovea моделей KT
Резак КТ 2104 представляет собой мощное газовое приспособление, изготовленное в виде паяльной лампы. Данная модель позволяет производить разнообразные работы. К KT 2104 нельзя подключать баллоны с газом, оснащенные стандартной резьбой (в резаке не предусмотрено наличие соответствующего переходника). Оборудование работает «в паре» с высокими цанговыми баллонами (например, с KGF-0220).

KT 2104 характеризуется достаточно большой огневой мощью, поэтому оптимально эксплуатировать данный газовый резак Kovea для решения различных технических задач. Мощность устройства – 1,64 кВт, вес – 125 г, наибольшая температура пламени – 1300 °С. За час КТ 2104 расходует около 120 граммов газа.
Более современной моделью является паяльник высокой мощности КТ 2408. Температура пламени, которое он выдает, также равняется 1300°. Он гарантирует пламенный поток повышенной стабильности. КТ 2408 оснащается специальным механизмом, предназначенным для предварительного нагрева топлива. За счет этого его очень удобно применять для осуществления сложных мероприятий (пайка швов, труб). Мощность пламени данного устройства – 4,12 кВт, подключение выполняется к цанговому баллончику.

Еще одна популярная модель – КТ 2511. Средний по мощности и компактный по размерам (15,5х5,5х20,6 сантиметров) газовый резак Kovea весит 153 грамма. Модель 2511 идеальна для обычных бытовых работ, комфорт которых обеспечивается наличием системы пьезорозжига. Мощность 2511 равняется всего лишь 1,08 кВт, но ее достаточно для получения потока пламени температурой около 1300 градусов.
Принцип действия и виды
Независимо от размеров автогена и вида разогревающей газовой смеси резка происходит за счет сгорания метала в струе чистого кислорода, нагнетаемого через сопло головки в рабочую зону.

Основное и принципиальное условие газовой резки — температура горения должна быть меньше температуры плавления. Иначе металл, не успев начать гореть, будет плавиться и стекать. Этому условию соответствуют низкоуглеродистые стали, а цветные металлы и чугун — нет.
Большинство легированных сталей также не поддаются газовой резке — есть ограничения по максимально допустимым дозам легирующих элементов, углерода и примесей, при превышении которых процесс горения металла в кислороде становится нестабильным или вообще прерывается.
Сам процесс резки можно разложить на две фазы:
- Разогрев ограниченной зоны детали до температуры, при которой металл начинает гореть. А для того, чтобы получить факел разогревающего пламени, часть технического кислорода в определенной пропорции смешивают с горючим газом.
- Сгорание (окисление) разогретого металла в струе кислорода и удаление продуктов горения из зоны реза.
Если рассматривать классификацию только ручных резаков, то принципиальное значение имеют следующие признаки:
- вид горючего, мощность и способ получения смеси газов для разогревающего пламени;
- классификация по виду горючего газа: ацетилен, пропан-бутан, метан, универсальный, МАФ.
Керосинорезы и бензорезы хоть и имеют то же назначение относятся к жидкотопливным резакам.
- По мощности: малая (резка металла толщиной от 3 до 100 мм) — маркировка Р1, средняя (до 200 мм) — Р2, высокая (до 300 мм) — Р3. Есть образцы с повышенной толщиной резки — до 500 мм.
- По способу получения горючего газа: инжекторные и безинжекторные.
И если первый признак влияет лишь на температуру разогревающего пламени, а мощность — на предельную толщину металла, то третий признак определяется конструкцией резака.
Конструкция
1. Инжекторный или двухтрубный, газовый резак — это наиболее распространенный тип конструкции. Технический кислород в резаке разделяется на два потока.
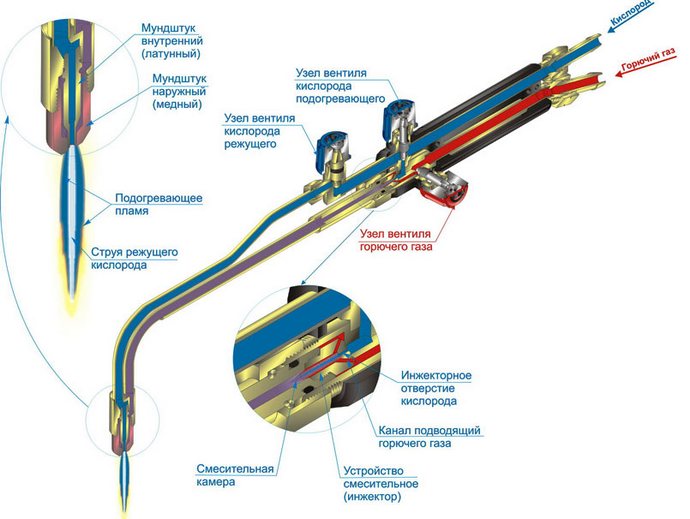
Часть потока по верхней трубке движется в головку наконечника и с высокой скоростью выходит через центральное сопло внутреннего мундштука. Эта часть конструкции отвечает за режущую фазу процесса. Регулировочный вентиль или рычажный клапан вынесен за пределы корпуса.
Другая часть поступает в инжектор. Принцип работы которого заключается в том, что инжектируемый газ (кислород), выходя в камеру смешения под высоким давлением и с высокой скоростью, создает там зону разрежения и через периферийные отверстия втягивает горючий (эжектируемый) газ. Благодаря смешению, происходит выравнивание скоростей, и на выходе камеры образуется поток смеси газов со скоростью ниже, чем у инжектируемого кислорода, но выше, чем у эжектируемого горючего газа.
Далее смесь газов движется по нижней трубке в головку наконечника, выходит через сопла между внутренним и внешним мундштуком, и формирует факел разогревающего пламени. Каждый канал имеет свой вентиль на корпусе, которым регулируют подачу кислорода и горючего газа в инжектор.
2. Безинжекторный, или трехтрубный резак имеет более сложную конструкцию — оба кислородных потока и газ поступают к головке по отдельным трубкам.
Смешение подогревающей смеси происходит внутри головки. Но именно отсутствие камеры смешения обеспечивает более высокий уровень безопасности, не создает условий для «обратного удара» (распространению горящих газов в каналах резака и трубах в обратном направлении).
Помимо более сложной конструкции и высокой цены, недостатком трехтрубного газового резака считается то, что для его стабильной работы необходимо более высокое давление горючего газа (здесь нет эффекта эжекции и увеличения скорости потока).
Размеры и вес
Размеры ручного инжекторного газового резака оговорены стандартом ГОСТ 5191-79 и зависят от его мощности:
- у Р1 — до 500 мм;
- у Р2 и Р3 они лежат в пределах 580 мм. Но выпускают и «удлиненные» модели для работы в особых условиях.
Есть ограничения по весу для каждой категории мощности: 1.0 и 1.3 кг соответственно для Р1 и Р2/Р3.
Этот же ГОСТ определяет, что тип Р3 — это резак кислородно-пропановый, а Р1 и Р2 могут работать на любом виде горючего газа.
Есть отдельная категория ручного инжекторного инструмента для кислородной резки — вставные резаки, которые имеют маркировку РВ.

По ГОСТу их определяют как наконечники для резки к сварочной горелке. Отличие конструкции в том, что разделение кислорода и смешение горючей смеси происходит в наконечнике, а он имеет гораздо меньшие размеры и вес, чем резак. Так вес РВ1 имеет верхнюю границу в 0.6 кг, а РВ2 и РВ3 — 0.7 кг.
Но вряд ли можно назвать такой газовый резак по металлу компактным — в рабочем положении в сборе с корпусом от горелки его размеры и вес будут не меньше, чем у специализированного инструмента. Преимущество лишь в том, что можно купить горелку в комплекте с наконечниками разных типов (сварки и резки), а весь комплект будет помещаться в небольшом кейсе. Или приобрести к уже имеющейся горелке вставной резак.
Но и тут есть один нюанс. Пропан стоит намного дешевле ацетилена. Поэтому стоимость эксплуатации ацетиленового резака будет существенно выше, чем кислородно-пропанового. А для сварки металла лучше ацетиленовая горелка, у которой температура пламени выше на 300-400 чем у кислородно-пропановой (у чисто пропановой горелки температура меньше 2000C).
Компактность же всего «поста» для ручной газовой резки может быть обеспечена лишь за счет емкости баллонов с газами.
Портативные газовые резаки
В последнее время можно увидеть предложения по продаже портативных газовых резаков, которые представляют собой насадку к небольшому цанговому баллону с газом.
Но хоть их позиционируют как резаки, по сути это горелки. Температура факела большинства из них не превышает 1300C. Хотя есть «профессиональные» цанговые портативные резаки с температурой факела 2000—2500C (например, Kovea KT-2610 при работе с газовой смесью MAPP US), а это уже близко к температуре разогревающего пламени кислородно-пропанового резака — 2700—2800C.

Но в любом случае для создания условий «горения» стали нет главного режущего компонента — струи кислорода, благодаря которому и происходит окисление металла.
Портативными резаками можно резать легкоплавкие металлы и сплавы: олово, алюминий, латунь, бронзу, медь. Но и для них речь идет не о резке, а о плавке. Поэтому их чаще используют, чтобы запаять или сварить небольшие детали из цветных металлов (например, при ремонте кондиционеров и холодильников), а резать можно ручным электрическим инструментом.
На что обратить внимание при выборе газового резака
Если «идти» от шлангов к головке важно следующее:
- ниппели из латуни служат дольше, чем алюминиевые;
- материал рукоятки должен быть алюминиевым, пластиковые накладки менее долговечны и могут «поплыть»;
- вентили должны вращаться с небольшим усилием;
- рекомендованный диаметр рукоятки вентиля режущего кислорода — не менее 40 мм;
- рычажные модели более удобны в эксплуатации и позволяют экономить газ;
- шпиндели вентилей: из нержавейки — самые надежные (до 15000 циклов), из латуни — быстро выходят из строя (около 500 циклов), комбинированные — имеют «средние» показатели;
- материал корпуса и трубок — нержавейка, латунь, медь;
- у ацетиленовых резаков детали, соприкасающиеся с горючим газом до камеры смешения, не должны быть изготовлены из меди или сплавов с ее содержанием выше 65%;
- разборная конструкция позволяет ремонтировать резак, проводить чистку инжекторного узла, трубок наконечника;
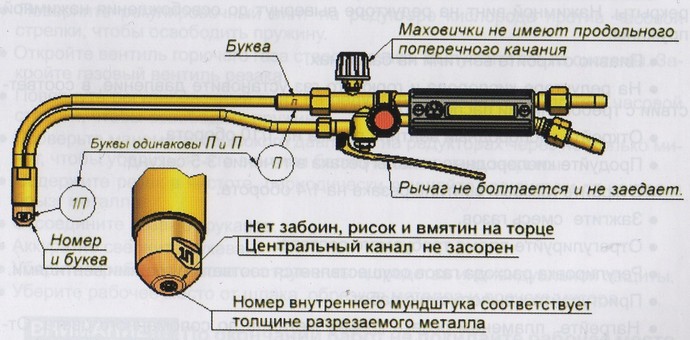
- наружный мундштук только из меди;
- внутренний мундштук ацетиленового резака — медь, кислородно-пропанового — может быть сделан из латуни;
- к выбранной модели у продавца должны быть в ассортименте запасные части и расходные детали.
Как пользоваться кислородно-пропановым резаком
- работа с резаком должна проходить в маске сварщика (или специальных очках);
- рекомендованы одежда и рабочие перчатки с огнеупорными (негорючими) свойствами;
- пламя автогена должно смотреть в сторону по отношению к подводящим шлангам, а шланги не должны мешать работе резчика;
- баллоны с газом располагают не ближе пяти метров к месту работы;
- резку металла проводят либо на открытом воздухе, либо в хорошо проветриваемом помещении.
После длительного перерыва или при первом запуске нового инжекторного резака надо убедиться, что каналы «чистые» и кислород в инжекторе создает необходимый уровень разрежения для подсоса горючего газа.
Вначале при закрытых вентилях на резаке и на баллонах с резака снимают шланг с пропаном. Затем на баллоне с кислородом устанавливают рабочее давление и открывают на резаке вентиль подогревающего кислорода и газа. Проверку работоспособности инжектора проверяют приложив палец к ниппелю горючего газа — должно ощущаться всасывание воздуха в отверстие ниппеля.

После этого кислород закрывают и подключают к резаку шланг с пропаном.
Последовательность операций при работе с резаком:
- выставляют на баллоне с кислородом рабочее давление;
- выставляют на баллоне с пропаном рабочее давление (приблизительно в 10 раз меньше, чем давление кислорода для двухтрубного резака или в 5 раз — для трехтрубного);
- приоткрывают вентиль подогревающего кислорода и газа, зажигают горючий газ и вентилями формируют необходимый для работы факел разогревающего пламени;
- резак готов к работе и резка металла проходит при открытом вентиле режущего кислорода.
Гасят резак в следующей последовательности:
- закрывают вентиль режущего кислорода;
- перекрывают вентили разогревающего пламени — первым горючий газ, затем кислород;
- перекрывают вентили на баллонах;
- сбрасывают газ из шлангов, поочередно открывая и закрывая на резаке оба вентиля разогревающей смеси.
2 Как устроен и как функционирует резак?
Суть операции обработки металлических листов и изделий при помощи автогена состоит в том, что металл сгорает в кислороде (в химически чистой струе этого элемента), а затем кислородный поток путем выдува осуществляет удаление образующихся окисленных продуктов. Для работы резака требуется кислород (именно его струя разрезает детали) и газ-подогреватель (обычно – ацетилен или пропан).
Устройство современной газовой горелки достаточно простое. На фото вы можете увидеть, что состоит она из двух основных частей – наконечника и ствола.

Ствол крепится накидной гайкой к корпусу резака и включает в себя следующие элементы:
- эжектор;
- входы с ниппелями, которые необходимы для подключения к агрегату кислородного и газового рукавов;
- дюзы;
- смесительную камеру;
- вентили (размещаются на корпусе), с помощью которых выполняется контроль подачи газов и кислорода в зону выполнения работ.
Устройство разных резаков может иметь свои особенности, но в целом все они имеют указанную конструкцию. Функционируют газовые горелки для резки металлических заготовок также по одной схеме. Кислород подается на агрегат через шланг с ниппелями либо через редуктор и расходится по двум разным каналам. Одна часть кислорода направляется в трубку, где происходит формирование режущего потока (для этого в конструкции резака предусмотрен основной канал внутреннего мундштука).

Вторая часть поступает в эжектор, откуда струя выходит с высокой скоростью, что позволяет образовать требуемый уровень разрежения. Горючая композиция получается в смесительном отделе горелки (на видео хорошо видна эта часть агрегата) за счет соединения газа и кислорода. Эта самая смесь затем формирует подогревающее пламя, просачиваясь между внутренним и наружным мундштуком.
При эксплуатации газовой горелки быстрее всего изнашивается сопло и мундштуки. Увеличить срок их службы можно путем регулярного очищения при помощи прутков из мягкой меди каналов сопла. Кроме того, следует грамотно подбирать соотношение толщины заготовки и величины давления подачи горючей смеси.
Универсальный газовый резак
Зачастую речь идет о резаках с внутрисопловым смешением газов. Отдельно необходимо выделить универсальные газовые резаки. Специалисты отдают предпочтение универсальным моделям из-за возможности их широкого применения при резке металла с использованием различных видов горючих газов.
Преимущества универсальных газовых резаков
- выполняют резку изделий как пропаном, так и ацетиленом (при смене мундштука);
- максимально просты и удобны в эксплуатации;
- имеют небольшой вес;
- предназначены для резки материала толщиной от 3 мм до 300 мм.
Наиболее востребованными являются универсальные резаки.
Для ручной и машинной резки предназначены разные виды резаков. Подробнее о газорезательных машинах.
Интернет-магазин компании «ИТС-Урал» предлагает своим клиентам выгодные условия сотрудничества. Если вам необходима подробная консультация по ассортименту продукции – обратитесь к нашим специалистам по телефону или оставьте заявку на сайте.
Газовый резак по металлу: разновидности
 Газовые резаки подразделяются на виды по различным параметрам. Основные из них следующие:
Газовые резаки подразделяются на виды по различным параметрам. Основные из них следующие:
- по разновидности горючего газа:
- ацетилен;
- метан;
- пропан-бутан и т. п.
- по принципу смешения кислорода с горючими газами:
- безинжекторные;
- инжекторные;
- по основному назначению:
- для резки под водой;
- для резки толстого материала;
- для прорезания отверстий;
- универсальные;
- по виду резки:
- копьевые;
- кислородно-флюсовые;
- поверхностные;
- разделительные.
В настоящее время наиболее популярны газовые резаки универсального типа. Их отличают следующие положительные качества – они:
- осуществляют резку в любом направлении при толщине материала, мм: 3…300;
- достаточно просты в эксплуатации;
- весьма устойчивы;
- хорошо выдерживают обратные удары;
- имеют небольшую массу.
Пропановый
Газовым пропановым резаком можно производить раскрой металла толщиной листа до 300 мм. Оборудование обладает целым набором технических характеристик, способствующих его длительной эксплуатации. Многие детали являются легко сменными и, при необходимости, могут быть заменены прямо в процессе производства работ (не покидая рабочего объекта). В большинстве случаев, возможна замена на аналоги. Кроме того, пропан имеет сравнительно невысокую стоимость. Это делает ещё более выгодным использование пропановых резаков.
В качестве примера рассмотрим пропановые горелки «Маяк 2-01» и «РС-3П».
«Маяк 2-01» используется для ручной разделительной, кислородной резки низколегированных и углеродистых сталей.

Его технические характеристики:
- толщина разрезаемой стали, мм: 3…100;
- горючий газ: пропан;
- диаметр рукава, мм: 9/9;
- длина, мм: 580;
- масса, кг: 1,3.
Комплект поставки пропановых мундштуков:
- наружный №1;
- внутренний №1(для резки металла толщиной, мм: 8…15) – установлен на резаке;
- в комплекте ЗИП:
- №2 (15…30 мм);
- №3 (30…50 мм);
- №4 (50…100 мм).
«РС-3П» – это газокислородный, инжекторный гаджет, предназначенный для ручной резки низколегированных и углеродистых сталей.

Его технические характеристики:
- толщина разрезаемой стали, мм: ≤ 200;
- применяемый газ: пропан / метан;
- длина, мм: 500;
- климатическое исполнение: УХЛ 1 и Т 1 по ГОСТ 15150;
- температура эксплуатации, °С:
- при работе на ацетилене: + 45…минус 40;
- при работе на пропан-бутане: +45ºС…минус 15;
- масса, кг: 1,05.
Ацетиленовый
Резаки ацетиленовые предназначены для ручной разделительной, кислородно-ацетиленовой резки углеродистых и низколегированных сталей. Классические – это резаки инжекторного типа:
- «Р1-01»;
- «Р2-01»;
- «Р2А-02»;
- «Маяк-1-01».
Смешивание газов в них происходит в инжекторной камере, которая расположена около ручки.
Толщина разрезаемого этим оборудованием металла зависит от номера мундштуков на резаке:
- типа Р1 (например «Р1-01») комплектуются мундштуками, позволяющими резать металл толщиной до 50 мм;
- типа Р2 («Р2-01», «Маяк-1-01») комплектуются мундштуками, обеспечивающими раскрой металла толщиной до 200мм.
Газовый резак портативный
Многие имели возможность наблюдать нелёгкий труд газосварщиков, перевозящих на разнообразных тележках к рабочему месту большие и неподъемные баллоны с горючим газом и кислородом. Для создания мобильности, резак подсоединяется к баллонам посредством длинных шлангов. Неудобно и довольно тяжело работать с таким аппаратом. Причём, наибольшее неудобство создают именно эти длинные шланги.
Совершенно другое дело, если в вашем распоряжении небольшой переносной, инжекторного типа газовый резак портативный. Его перемещает с места на место 1 человек. При необходимости он может поднять его на значительную высоту. В комплект такого гаджета входит:
- газосварочная горелка либо резак;
- короткие шланги длиной до 5 метров;
- 2 кислородных баллона ёмкостью по 5 литров;
- 1 пропановый баллон, емкость которого может быть: 2, 3 или 5 литров.

Баллон с кислородом и горючим газом.
Широко распространены газовые резаки, имеющие крепление непосредственно на баллоне. Они, осуществляя нагрев поверхности до Т = 1300 °С, часто применяются в различных бытовых целях (например, для сварки металлов с низкой температурой плавления). Создаваемая ими температура нагрева достаточна для размягчения следующих металлов:
- медь;
- серебро;
- латунь;
- золото.
Для комфортной эксплуатации газовые резаки комплектуются креплением на баллончик и оснащаются пьезоподжигом. Эти гаджеты автономны и компактны. Благодаря чему их удобно использовать и на улице, и в гараже. Устройства весьма универсальны:
- ими удобно разжигать костёр на открытом воздухе в пасмурную погоду;
- они используются для разогрева замерзшего навесного замка в воротах загородного дома или дачи и во многих других случаях.

Безинжекторная модель газового резака, портативный газовый резак по металлу
Полезное видео
Посмотрите ролик, по классификации резаков:
Что такое кислородная резка?
При кислородной резке пламя кислородного-топливной смеси предварительно нагревает сталь до температуры воспламенения.

Кислородная струя направляется на металл, создавая химическую реакцию с образованием оксида железа, также известного как шлак. Мощный поток кислорода удаляет шлак из пропила.

При использовании кислородных горелок качество резки, время предварительного нагрева и толщина металла зависят от типа топливного газа. В процессе задействуют один из четырех топливных газов в сочетании с кислородом: ацетилен, пропан, пропилен и природный газ.

Для чего используется резка кислородом?
Ручная кислородная резка распространена в проектах с малыми объемами, когда использование дорогостоящих агрегатов экономически не обосновано.
Например, подготовка деталей для последующей ковки и штамповки, в литейных цехах, резка труб.
Кислородная резка эффективна при работе с толстой сталью и черными металлами.

Существуют кислородно-топливные горелки, которые можно использовать для нескольких процессов, таких как резка, сварка и пайка.
Преимущества кислородной резки:
- Неоспоримый плюс этого процесса — низкие первоначальные затраты и портативность компонентов по сравнению с аппаратами плазменной резки.
- Способность быстро резать более толстую сталь, в добавок, универсальность системы.

Газокислородный инжекторный резак состоит из двух основных частей — ствола и наконечника. Ствол состоит из рукоятки с ниппелями для присоединения кислородного и газового рукавов, корпуса с регулировочными кислородным и газовым вентилями, инжектора, смесительной камеры, трубки, головки резака с внутренним мундштуком и наружным, трубки режущего кислорода с вентилем. Ствол присоединяется к корпусу накидной гайкой.
Кислород из баллона через редуктор и шланг с ниппелями поступает в резак, в корпусе разветвляется по двум каналам. Часть газа, проходя через вентиль, направляется в эжектор. Выходя из эжектора с большой скоростью, струя кислорода создаёт разрежение и подсасывает горючий газ, образующий с кислородом в смесительной камере горючую смесь, которая проходя через зазор между наружными и внутренними мундштуками, сгорает, образуя подогревающее пламя.
Другая часть кислорода через вентиль поступает в трубку режущего кислорода, выходя через центральный канал внутреннего мундштука, образует струю режущего кислорода. Основной деталью резака является мундштук и сопло, которые в процессе резки быстро изнашиваются. Для получения качественного реза необходимо иметь правильные размеры сопла, мундштука.Правильные соотношения давления подачи газа с соответствующей толщиной метала. Необходимо также не забывать про постоянный уход и чистку каналов сопла медными прутками.
Как работать газовым резаком: алгоритм выполнения операции
Следующие этапы выглядят так:
- поджигание. Для этого на слегка (примерно на четверть оборота) откройте вентиль подогревающего кислорода, а затем на один оборот вентиль подогревающего газа. Поднесите зажигалку к резаку и подожгите горючую смесь. Обратите внимание на пламя: оно должно иметь резко очерченное ядро.;
- регулировка длины пламени. Ее осуществляют посредством регулировки вентиля подачи газа. Таким образом пламя можно увеличить до 25 см. Обратите внимание: если оно прыгает или отрывается от мундштука, то с горючим газом вы перестарались;
- открывание вентиля подогревающего кислорода. Делать это необходимо постепенно. В процессе пламя изменит цвет на голубой. Подача кислорода должна осуществляться до тех пор, пока внутреннее пламя не станет немного длиннее, чем толщина обрабатываемой стали. Следите за его стабильностью: при появлении сопения, неустойчивости уменьшайте подачу кислорода;
- разогрев участка металла. Для этого поднесите и удерживайте кончик огня к стали на расстоянии приблизительно в 1 см;
- выдувание металла кислородом. Плавно нажмите рычаг или вентиль режущего кислорода,после чего можно увеличить давление и резать сталь. При необходимости добавьте режущий кислород.
Когда процесс резки начнется, аккуратно перемещайте резак в соответствии с намеченной линией. Если вы все делаете правильно, шлак и искры будут выдуваться. Когда этого не происходит, необходимо снизить скорость или позаботиться о лучшем прогревании металла. Продолжайте процедуру, пока не отрежете все, что нужно.
После окончания процесса резки изделию необходимо дать остыть. Если вы располагаете достаточным количеством времени, оставьте его для охлаждения естественным образом. Ускорить процесс охлаждения можно окунанием в емкость с холодной водой.
Последний шаг – удалить со среза шлак и зашлифовать его (при необходимости).
Это все советы по поводу того, как резать газовым резаком. Всегда помните о технике безопасности и подходящей экипировке, перемещайте баллоны только вертикально и следите за чистотой мундштука, своевременно заменяйте его.

